Renewable Energy Production from Dairy Byproducts
by Raj V. Rajan, Ph.D, P.E. and Daniel J. Wagner, P.E.
• Breyers ‘wheys’ options at North Lawrence, NY, yogurt and cottage cheese facility on developing a long-term wastewater-waste stream management and renewable energy solution through partnering/outsourcing.
U.S. milk production averaged almost 500 million pounds a day in 2006, a 16% increase from a decade ago. The manufacturing of non-fluid dairy products from milk - including cheese, yogurt, cream cheese, cottage cheese and sour cream - generates a large amount of high-strength waste byproducts such as whole whey, modified whey products, first rinses, spent clean-in-place chemicals, and yogurt slop. Managing this waste in a sustainable and cost-effective manner continues to be a challenge to the dairy industry, but new technology is shifting the existing paradigm to favor renewable energy generation from high-strength waste byproducts.
Dairy Byproducts
Whey solids are primarily marketed as whole whey, whey proteins and lactose for human and animal consumption, and sold primarily as dried products. Sweet whey is easiest to process for human consumption, but requires energy-intensive processes of evaporation and drying. Sour whey includes acid whey, cottage cheese whey, and soured sweet whey, and has been historically used for animal feed or fertilizer (land application).
Management Challenges
The 4F pyramid (see Figure 1) represents the historic value hierarchy of dairy byproducts. Following human consumption, the highest potential market value has been for supplemental animal feed applications, followed by fuel and fertilizer.
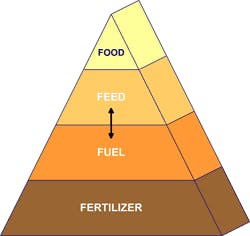
Food: Drying of whey solids to produce protein concentrates is an energy intensive process with high equipment costs. The dairy processing industry has an average thermal demand of 600 million BTUs per million pounds of raw milk received. Drying operations further increases the thermal load - up to four times the natural gas use per unit weight when compared to making cheese. The process also generates a large wastewater load, which may result in additional sewer surcharges or require upgrades to onsite wastewater treatment equipment.
Feed: The fraction of dairy processing byproducts that go to animal feed is small and dropping rapidly (less than 5% of all U.S. dried whey in September 2006, a 40% drop from the previous year), in large part because the animal feed market has been impacted by the abundant supply of distiller’s grain generated by the growing fuel ethanol industry.
Fuel: High-strength dairy byproducts contain significant concentrations of organic compounds that can potentially be converted to energy. In the past, there have been few commercially viable options for converting these wastes to fuel.
Fertilizer: Environmental regulations governing land application continue to become more stringent. As more dairy states convert to phosphorus-based land application rates (as opposed to historic nitrogen-based rates), phosphorus-rich dairy byproducts will require twice as much land to spread the same quantities.
Sustainable Alternative
Moving the “fuel option” higher up the 4F pyramid can improve long-term financial viability and sustainability of dairy processing plants. As energy prices continue to rise, production of a renewable bio-fuel source from organic-rich dairy byproducts is a feasible alternative to energy-intensive drying.
Ecovation Inc., in upstate New York near Rochester, has developed a high-rate anaerobic waste-to-energy process implemented by several major dairy clients. Its proprietary Mobilized Film Technology (MFT) has proven to be a reliable cost-effective treatment process for generation of biogas from waste products, particularly from acid whey.
The MFT reactor holds a robust community of microorganisms attached to, and maintained within, a bed of biological support media. The small media particles provide maximum surface area for microbial growth within a small reactor volume. A patented hydraulic control system regulates flow of the waste streams through the bed to optimize organic removal rates.
The result is high organic loading rates and treatment efficiencies. Biogas generated from the process requires only minimal treatment before it’s transferred to the production facility to offset use of other costly fossil fuels.
Breyers’ Byproduct to Bio-fuel
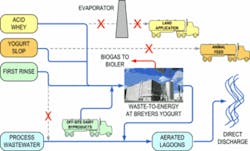
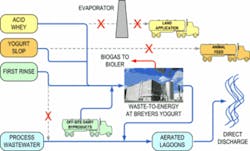
Ecovation recently constructed a waste treatment and renewable energy system for the Breyers Yogurt Company’s North Lawrence Dairy. Due to its rural setting in northern New York, the plant relies heavily on No. 6 fuel oil and electricity to process over 300 million pounds of milk a year into cottage cheese and yogurt. Past management of sour whey and yogurt slop at Breyers included feed and land application of high-strength wastes, and treatment of process wastewater in large aeration lagoons.
In 2005, Breyers hired the company to install a new waste-to-energy facility. The system manages all of the plant’s high-strength wastes, and was built with additional capacity to provide for production expansions.
The capacity of the installed MFT is 38,000 pounds COD per day, with the ability to generate over 180 million BTUs per day of renewable fuel. Currently, the excess treatment capacity allows for acceptance of off-site dairy byproducts from other dairy plants in the area, including acid whey from an Italian cheese plant and condensed lactose that exceeded drying capacity at a neighboring dairy. These dairies benefit by having a local outlet for their wastes, while Breyers benefits from the additional energy this feedstock generates.
Ecovation built the plant under a design-build-finance-operate agreement and assisted Breyers in obtaining a $500,000 USDA Rural Development grant. Under the terms of the 20-year agreement, Ecovation assumed responsibility for operation of the entire wastewater treatment plant, which includes an existing aerobic treatment system. An existing oil-fired boiler was converted to dual-fuel to utilize the biogas; the biogas generated by the MFT system meets over 30% of the plant’s thermal load. This helped eliminate the previous thermal capacity bottleneck on production and countered rising fuel costs.
Effluent from the MFT is treated in the existing aerobic lagoons before discharge to the Deer River. By pre-treating the cottage cheese production first rinse in the anaerobic process, the plant released sufficient aerobic treatment capacity and was able to eliminate prior operational issues such as seasonal overload, odor complaints, and high operating costs.
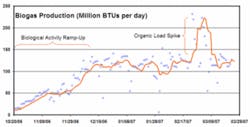
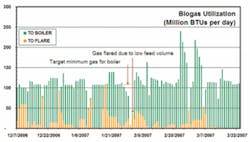
Optimal Biogas Utilization
Bio-fuel production is regulated by managing the load to the anaerobic process, utilizing separate receiving tanks for in-plant wastes and off-site dairy byproducts. Higher feed of off-site dairy byproducts in the winter (due to lack of available land application options) boosted energy production.
Conclusion
In addition to the benefits of reducing fossil fuel use - shrinking the facility’s carbon footprint and lowering air emissions - the new treatment system provides Breyers with the ability to expand production capacity. The Breyers Yogurt Company has also been recognized by others in the industry, as well as community and government authorities, for its positive environmental stewardship.
About the Authors: Dr. Raj V. Rajan is vice president of engineering at Ecovation Inc. He serves as a senior process engineer for evaluation of treatment alternatives, process design, energy integration and operational support of various anaerobic and aerobic industrial wastewater treatment facilities. Rajan holds a doctorate in environmental engineering from the University of Massachusetts.
Daniel J. Wagner is chief engineer at Ecovation, Inc. His broad experience includes detailed design, fabrication and construction oversight, commissioning, biological startup, and continued operational support of industrial wastewater pre-treatment, direct discharge, and residual management facilities. Wagner holds degrees in environmental engineering and biology from the University of Massachusetts, SUNY Binghamton and Penn State University.
Both authors are registered professional engineers. Contact: 585-421-3500 or www.ecovation.com