Peristaltic or Diaphragm Metering Pump –
by Bill McDowell
Reliability can be defined as the probability an item – in this case, a pump – will perform a required function, without failure, under stated conditions for a stated period of time.
As a young boy, I delivered newspapers every day. I learned quickly that, if customers didn’t receive their newspapers by a certain time, the phone in my house would ring. For my father, this was a very effective diagnostic tool and measure of my reliability – as well as a periodic pain in the neck. Our lives are filled with examples of both reliable and unreliable systems. The key to a reliable metering pump system is to determine which parameters affect the system’s reliability and employ the most reliable solution for each of these parameters. Below, we’ll explore the differences between peristaltic and diaphragm metering pumps and how those can create challenges or solutions in an individual system.
System Parameters
There can be as many definable parameters in a specific system as there are required functions. Although it would be impossible to identify all of them, the basic metering pump system parameters are: fluid, pressure, control capability and required maintenance. We can analyze each of these parameters with respect to a diaphragm and peristaltic metering pump system and compare their effect on the reliability of the overall system.
Fluid
Chemical resistance – Users must be careful that all components are resistant to the chemical being injected.
Diaphragm pumps typically employ a large number of “wetted” components:
- Suction strainer with check valve – typically includes a filter screen, valve body, check valve/ball, rubber seal/seat and a metal spring.
- Suction tubing or piping.
- Pump head with inlet/outlet valves – includes a pump head, valve bodies, check valve/balls, rubber seal/seats and (depending on the manufacturer) metal springs.
- Discharge tubing or piping.
- Injection fitting with check valve – typically includes a valve body, check valve/ball, rubber seal/seat and a metal spring.
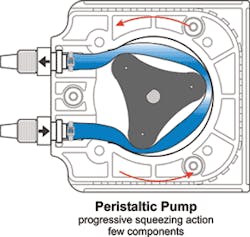
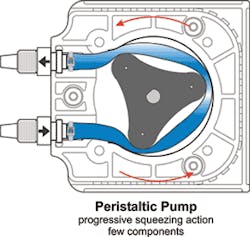
Peristaltic pumps employ much fewer “wetted” components:
- Suction tubing or piping.
- Peristaltic pumping tube – typically includes inlet and outlet fittings.
- Discharge tubing or piping.
- Injection fitting with check valve – typically includes a valve body, check valve/ball, rubber seal/seat and a metal spring.
Un-dissolved solids – Peristaltic pumps are extremely effective in pumping fluids with un-dissolved solids. These “dirty” fluids, or “slurries,” tend to clog valves in a diaphragm pumphead.
Outgassing – Some fluids tend to release absorbed or occluded gasses when subjected to a vacuum or changes in temperature. Examples of this effect are noticeable in chemicals such as chlorine and hydrogen peroxide. Diaphragm pumps often lose their prime and fail when gasses build up in the pump head area. Peristaltic pumps are capable of pumping both fluid and gas and, therefore, cannot lose prime.
Shear stress – Some fluids can be adversely effected by the forces created during the pumping action. Diaphragm pumps can damage delicate fluids, particularly if the pump employs a high velocity stroke action such as in a solenoid type pump. Peristaltic pumps utilize a gentle squeezing action that will not damage these types of fluids.
Temperature – As with chemical resistance (above), users must be careful that all of the pump components are resistant to the temperature (both high and low) of the chemical being injected. Rubber and metal components are typically of the most concern. Peristaltic pump outputs and pump tube life are adversely affected by the fluid temperature; high temperatures will reduce pressure capability and suction lift, low temperatures will affect tube life expectancy and suction lift. Diaphragm pumps are typically capable of higher temperature ranges.
Pressure
Injection pressure – Peristaltic pumps used in metering applications are typically limited to maximum discharge pressures of 125 psi, but they easily prime under maximum pressure, can inject into a vacuum without need for metal spring loaded valves and their output volume doesn’t change due to changes in the system pressure. Diaphragm pumps can typically operate at much higher system pressures – but require the addition of metal spring-loaded valves to resist siphoning, are difficult to prime against system pressure and their output will vary with system pressure changes.
Control
Remote adjustment – The output volume of both diaphragm and peristaltic pumps can be controlled remotely. Peristaltic pumps can be controlled by varying the speed of a DC motor or by cycling an AC gear motor. Diaphragm pumps can be controlled by varying the speed of a DC motor, cycling an AC gear motor or, if solenoid driven, by “pulsing” the solenoid.
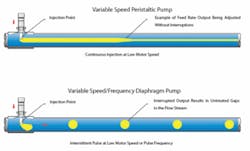
Because they lack a forward and backward “stroke,” peristaltic pumps offer the benefit of near continuous injection of chemical – even when the motor speed control is reduced to very low speeds. When reduced to a low motor speed or low pulse frequency, the output of a diaphragm pump will result in intermittent chemical injection.
External communications – Both peristaltic and diaphragm pump manufacturers now offer many output communications methods for connections to PLCs, remote user interfaces and ancillary pumps and equipment.
Diagnostics – Both peristaltic and diaphragm pump manufacturers offer a variety of diagnostics systems including flow verification sensors, tube failure detection systems, diaphragm detection systems, motor “on” sensors, motor speed sensors, etc. These systems typically provide relays and/or contact closures for alarm outputs.
Maintenance
Service interval – It’s generally thought diaphragm pumps require less frequent service than peristaltic pumps. While this may be true in certain applications, it’s certainly not true for all applications. Generalizations such as this often result in an unreliable metering pump system – and late night service calls. The fact is the service interval required for a specific metering pump system is directly dependent on the individual parameters of that particular system. The entire system is only as good as its weakest link and the more links in the system, the more chances something will go wrong.
Pump system parameters including diaphragm wear, chemical attack on seals, solids/dirt accumulation on valves, pump tube life expectancy, motor bearing life, etc., should be evaluated with an eye toward potential failure and a suitable maintenance schedule should be developed to maximize reliability of the system. The user should be careful to avoid designing a system with inherent unreliability, such as attempting to pump dirty gaseous fluids with a diaphragm pump, or operating a peristaltic pump continuously at excessively high pressure.

Since both types of pumps require an injection/check valve fitting, suction tubing/piping and discharge tubing/piping (diaphragm pumps require an extra suction strainer/valve assembly to aid in maintaining their prime), the difference in pump types from a maintenance standpoint boils down to a peristaltic pump tube vs. a diaphragm head/valve assembly.
Life expectancy – When sized and specified for the application, and properly maintained, the reliable life span of both peristaltic pump tubes and diaphragm head/valve assemblies can be measured in years.
Conclusion
Both diaphragm and peristaltic metering pumps have proven themselves in a multitude of commercial, industrial and municipal chemical metering applications. Still, each pump type has its strengths and weaknesses. A quick review of the system parameter requirements can guide the user in selecting the best pump type for the specific application.
About the Author: Bill McDowell is a sales engineer with Blue-White Industries, of Huntington Beach, CA. With nearly 25 years at Blue-White Industries, he also has held positions as project engineer and engineering director. Contact: 714-893-8529, [email protected] or www.blue-white.com