Flexible Cylinder Honing – Taking on the Big Bores
• Maintenance and servicing of large valves, pumps and cylinder bores
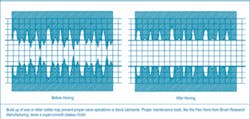
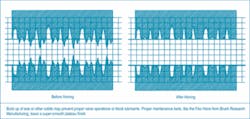
Build-up of wax, rust or other solids may prevent proper valve operations or block lubricants. Proper maintenance tools, like the Flex Hone from Brush Research Manufacturing, leave a smooth plateau finish.
When it comes to manufacturing, rebuilding or servicing large pumps, valves and cylinder bores, flexible honing can make all the difference in performance and service life. One device, the ball-style hone, provides a highly efficient and portable solution.
Overhauling big diesel engines or servicing big pumps and valves means dealing with big bores. If the interior diameter (ID) of those bores isn’t cleaned or resurfaced correctly, consequences are likely to be fewer operating hours between overhauls or degraded performance. For example, after field installation, valves and pumps often require maintenance to clean IDs of foreign material ranging from rust and corrosion to accumulated chemicals and biological matter.
“With hydraulic and hydronic pumps and valves used in mills, petrochemical plants and process industries, critical tolerances sometimes similar to those of internal combustion engines – diesel, gasoline and natural gas powered – apply to pumps of many styles and applications,” said Patrick Sullivan, a veteran facilities management consultant.
One of the most versatile and easy-to-use tools used throughout industry today to perform maintenance on cylindrical IDs is the flexible ball-style hone. Somewhat resembling a spinning bottlebrush, this tool is characterized by abrasive globules permanently mounted to flexible filaments attached to a center shaft. This extremely flexible, low-cost tool can be used virtually anywhere for sophisticated surfacing, de-burring, edge-blending, cleaning and rebuilding of cylinder IDs.
“In chemical, refining and wastewater operations, honing may be required to remove corrosion or the formation of clay, wax or other solids that may prevent proper valve operation or block lubricants,” Sullivan said.
For big bore engines used in rail, earthmoving, shipping and mining operations, as well as water and wastewater treatment or conveyance, it’s crucial to service life that the cylinder liner walls be deglazed, refinished and crosshatched when these engines are overhauled. Marine service shops that perform maintenance on big ship engines, for instance, are often scheduled to service them as soon as vessels come into port.
“These engines have pistons as wide as your hat,” said Clarence Mayers, coordinator for Diesel Supply Co. in Odessa, TX. “We sell ball-style hones to users and repair shops who overhaul the big bore diesels and natural gas engines so they can get a longer service life cycle. Mainly they are used on cylinder liner walls so new rings can seat properly and prevent excessive oil consumption.”
The flexible ball-style hone produces a controlled surface condition difficult to obtain by any other method. It can de-burr, clean out passages or provide IDs with a highly efficient plateau finish free of cut, torn and folded metal. Plateau finishing is a process that removes loose, cut, torn and folded material on the surface of the cylinder, maintains valley depth for oil retention and removes peaks that otherwise damage rings or seals. It produces a surface with greater bearing area, increasing the life of the cylinders and piston rings. Thus, more lubricant is retained with less seal wear, improving engine efficiency and performance.

“The trouble you run into is that no two plateauing scenarios are alike,” said Jim Huffman, engineering director at Salem Tools Inc., a provider of abrasives and engineered manufacturing industry products and value-added services in Salem, VA. “Frequently there’s a finishing problem. The bore is either too smooth or too rough. Ball-honing eliminates such problems so long as the tool is adjusted to meet requirements of the individual application.”
Although large-diameter flexible ball-style hones are somewhat unique, they’re needed to resurface liners and cylinder bores in larger engines such as the Worthington, Clark, Ingersoll-Rand and Cooper-Bessemer models used for heavy-duty applications as well as ElectroMotive-type engines used by the rail industry. Available in various grit sizes and diameters up to 50-plus inches, Brush Research Manufacturing (BRM) offers a line of Flex-Hones suited to heavy duty applications.
Diesel Supply’s Mayers also notes the flexible hone does an especially good job of clearing ports on 2-cycle engine liners. Another type of hone can get hung in the port area and break off honing material causing havoc when the engine is operated. If the port areas aren’t relieved, installed rings can get into the ports and clip the ring ends, breaking them off and causing severe damage to the engine. This is called port clipping.
“The unique design of the Flex-Hone allows it to pass over the ports, smoothing down all the rough spots,” Mayers said. “The firing pressure in the combustion chamber causes the rings to load from the back side pushing out against the cylinder wall. This hone style smoothes out all the rough spots around the ports or any other part of the cylinder liner walls, top to bottom.”
Top-to-bottom cylinder or liner wall coverage is difficult to do with other tools, Mayer said.
“The flexible hones we deal with are probably 12-18 inches wide. So, if you run it two or three inches past the bottom of the liner, that’s not a problem. Most of the hone is still inside the cylinder, and it can go down and complete the bottom of the piston travel area. The same applies to the top of the liner, where it gets chamfered because of where the top ring travel ends. This hone can blend that area quite easily.”
Whether for cleaning, de-burring or plateau finishing, this tool provides a low-temperature abrading process that exposes the undisturbed base metal structure to produce a long wearing surface. This flexible ball-style hone’s design also makes it ideal for just about any application that calls for a resilient, flexible and soft-cutting honing solution. The abrasive globules each have independent suspension that’s self-centering, self-aligning to the bore and self-compensating for wear, all of which facilitate close-tolerance finishing work.
Established in 1958, Brush Research Mfg. Co. Inc. is based in Los Angeles, CA. Contact: 323-261-2193 or www.brushresearch.com