Treating Commingled Power Plant Waters with Reverse Osmosis

Successful treatment of well water commingled with FGD wastewater using reverse osmosis
By John Korpiel
When a coal-fired plant in the U.S. wanted to incorporate reverse osmosis (RO) technology into a zero liquid discharge (ZLD) facility, it asked Veolia Water Technologies to conduct a pilot study. The plant needed to treat well water commingled with flue gas desulfurization (FGD) wastewater. It planned to build the ZLD facility to pre-concentrate the commingled well water. This would serve to minimize the size of the downstream thermal system. The RO concentrate would be treated with the thermal system to produce salt for disposal. The RO permeate and thermal system distillate would be reused for cooling tower make-up, reducing the plant’s fresh water consumption.
The commingled well water presented challenges because it contained high concentrations of calcium sulfate, calcium carbonate and silica, which could limit RO system recovery. Additionally, high feed water concentrations of reduced iron and manganese could foul the RO system membranes. The iron and manganese would have to be removed by oxidation and filtration to protect the RO system membranes. The purpose of the pilot study was to demonstrate the performance and operability of a commercial-scale RO system as a pre-concentration step in this power plant application.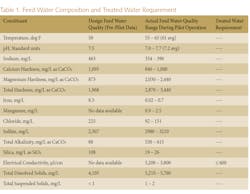
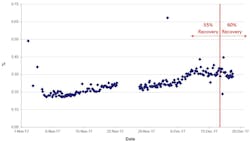
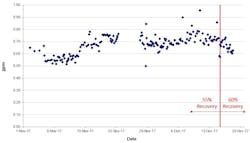
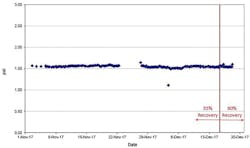
Permeate flow was relatively stable while operating at 55 percent recovery (see Fig. 4) and differential pressure was stable throughout the study (see Fig. 5).
At 55 percent recovery, the RO operated at a feed pressure of 150-180 psig, with an average of 160 psig. During the last three days of the pilot study, the RO system recovery was increased to 60 percent. After this change, the permeate flux was still maintained at 12 gfd, and no adverse trends were seen on normalized salt passage or normalized differential pressure. There appeared to be a drop in normalized permeate flow; however, three days of operation at 60 percent recovery was not long enough to draw any conclusions on normalized permeate flow trends. At 60 percent recovery, the RO operated at a feed pressure of 165-180 psig, with an average of 170 psig.
The RO system pilot met the goal of operating at 55 percent system recovery (or higher) for over 30 days without needing to clean the membranes. A specialized antiscalant was used to control calcium sulfate scaling. It was proven effective in minimizing RO scaling while maintaining concentrations of sparingly soluble salts in the RO concentrate, as shown below:
• Calcium sulfate: 220 percent saturation
• Calcium carbonate: 1.0-1.3 Stiff & Davis Saturation Index, or 1.5-1.8 Langelier Saturation Index
• Silica: 45-55 percent saturation
The RO concentrate, which will be treated further by the thermal ZLD system, had a total dissolved solids concentration of 12,000-14,000 mg/L; this was primarily calcium sulfate and magnesium sulfate.
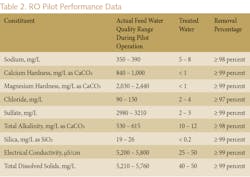
The RO pilot system easily achieved the product water quality of less than or equal to 600 mS/cm conductivity. The RO permeate conductivity was consistently between 25 and 50 mS/cm, with an average of 35 mS/cm. The RO system effectively removed TDS, sodium, chloride, sulfate, hardness and silica. The system’s performance in removing various constituents from the well water is summarized in Table 2.
Conclusion
The six-week on-site pilot study, conducted by Veolia Water Technologies at a coal-fired power plant was a success. Designed to validate RO technology for treating the commingled well water as a pre-concentration step to a thermal ZLD system, the pilot study demonstrated the following:
• Potassium permanganate was more effective in oxidizing feed water iron and manganese than sodium hypochlorite. In conjunction with downstream filtration, removal goals were achieved.
• The RO system was successful in maintaining 55 percent recovery at process conditions for 34 days, using a specialized scale inhibitor.
• The RO system operated with stable normalized permeate flow, normalized salt passage and normalized differential pressure without the need to clean the RO membranes.
• The RO system was operated at 60 percent recovery for three days, and although there was a slight drop in normalized permeate flow, the system did not operate long enough to draw conclusions on performance trends.
• The analytical results demonstrated that the treatment system achieved the treated water quality requirements. IWW
Editor’s note: The above article is a condensed version of the following paper, used with permission: Korpiel, J., Pudvay, M., and Hess, M., (2018). “Reverse Osmosis Treatment of Well Water Commingled with Flue Gas Desulfurization Wastewater at a Power Plant,” Proceedings of the 79th Annual International Water Conference, Scottsdale, Ariz., November 4-8, Document IWC 18-51.
About the Author: John Korpiel is a principal engineer with Veolia Water Technologies. He has 22 years of experience in industrial water and wastewater treatment, specializing in the process design, optimization, and troubleshooting of integrated membrane treatment systems. He has an M.S. degree in environmental engineering from the University of Pittsburgh and is a licensed professional engineer in Pennsylvania.