
Q
I recently read a discussion on the WaterTechOnline.com Bulletin Board on the topic of hot water softening. The temperature, in that instance, was 140° F. I have the opportunity to quote a relatively large 230° F triple softener. I was going to decline, but from the online discussion I think maybe it can be done. Do you have any suggestions?
– Indiana
A
A triple 230° F softener is possible. From your question, I’m going to assume you are a retailer or a manufacturer who sells direct and it sounds like you’ll need help in designing something like this. I’ll give you some basic guidelines so you’ll know what type of skills and components will be required.
None of the polyethylene or chopped-glass/resin tanks is rated for this temperature. You will need steel tanks and linings suitable for the high temperature (see Plasite for linings). None of the resin-composite valves I’ve checked can be used above 140° F. You will need a “nest” or assembly of individual iron or stainless steel bodied diaphragm valves. Both have a maximum temperature of 250° F (see Pentair/Aquamatic). Consider adding an isolated bonnet to these valves to move the diaphragm further from the stream and heat. This is good for 300° F. To operate the valves you’ll need a cycle stager. These are good up to 150° F so they must use air pressure or a separate source of non-heated water. Stagers direct pressure to the diaphragm valves via tubing. Usually polyethylene is used, but due to the nearby heat copper tubing is often used.
Include high temperature inlet and outlet pressure gauges with sample cocks and, to moderate the temperature, add “pigtails” between the water stream and the gauges.
Standard gel polystyrene resin has a maximum temperature rating of 250° F, but I recommend a higher cross-linked resin such as 10 percent or 12 percent. These resins have maximum temperatures closer to 300° F. As you know, temperature affects bed expansion and the required backwash rate. I recommend using hot backwash water. To achieve 40 percent to 45 percent bed expansion, backwash at 12.5 to 15.4 gpm/ft2. The standard backwash flow controllers may not tolerate the high temperature so look for a different design (see Griswold). I also recommend a visual flow indicator ahead of the flow control.
Because the backwash rate will be much greater than the fast rinse rate, a separate drain line with a different flow control is required for the fast rinse. Fast rinse, brine and slow rinse go to this line.
It is important to understand that, since water boils at 212° F, ordinarily there would only be steam at 240° F. But, the internal tank pressure prevents the water from rapidly flashing to steam. If the internal tank pressure should drop too low this would occur and could cause severe and sudden equipment damage. During service, backwash and fast rinse the tank remains sufficiently pressurized due to backpressure. However, during brining and slow rinsing the flow rate is lower and is not controlled at the drain line, but ahead of the tank(s). Therefore, the rinse drain is wide open and this is when internal tank pressure drops.
To maintain pressure there needs to be a restriction on the rinse drain line. This can be accomplished by the use of a flow regulating valve (see Emerson-Fisher). According to the handbook Cameron Hydraulic Data, a pressure of at least 25 psi must be maintained in order to prevent 240° F water from flashing to steam. The regulating system monitors the pressure and throttles a valve in order to maintain the “set” pressure. This results in minor flow variations, which are acceptable.
Not knowing how large this system is, it’s a little difficult to comment on a suitable brine system, but be aware of a few considerations. Should brine makeup water be hot or cold … I recommend “cold” water due to the problems that occur when hot water makeup is used then subsequently cools, dropping some of the dissolved salt out of solution. An iron bodied injector with brass internals can be used with hot brine (see Penberthy).
Some large systems store salt in one tank, which receives the cold refill water (separate line from softening system) regulated by a float valve. Next to this sits another tank, connected by a bottom-to-bottom valved pipe. When float valve on tank two drops, connecting valve opens allowing brine to flow from salt tank until proper brine volume is reached for one regeneration. This is pumped to softener via a brine pump (see Burks).
Systems can be controlled by metering the water used (see Badger).
Although this may seem like a lot of detail it still omits numerous other details including check valves, manual shut-off valves, manual rate-setting valves, solenoid valves, flow meters, and tank design, etc. It does, however, give a sense of the relative complexity involved for when you move forward with a quote.
Q
I have noticed the term Cv on valve and other plumbing specifications. I think it has to do with pressure drop but still can’t understand how to interpret the values shown. Can you explain this?
– California
A
Everyone wants to know how much pressure loss will occur with certain plumbing products. The manufacturers of these products would normally need to ask “at what flow rate do you need to know the pressure loss?” This requires a dialogue. Instead, the flow coefficient Cv is used. Cv (pronounced “see sub vee”) is defined as the flow rate at 60° F that produces a pressure loss of one psi through a given valve.
In order to know how much pressure is lost at another flow rate a diagram is usually provided.
The diagram below can be used to estimate the required Cv value of a water regulating valve.
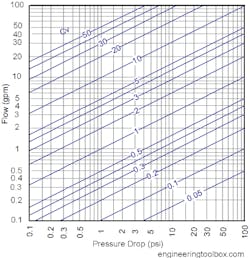
Example: If you are considering a valve with a Cv of 10, fifth line from the top, you see that at 10 gpm (vertical axis) it has a pressure drop of one (horizontal axis). If you are building a system and you want to know the valve’s pressure drop at 20 gpm, follow the fifth line to the right to where it intersects 20 gpm. Then, if you follow this intersection down you’ll see that the pressure drop is about four psi.
This diagram will not work for other pressure loss producing components, such as filter media or resin. They each have their own diagrams.
David M. Bauman, CWS-VI, CI, CCO, is technical editor of Water Technology® and a water treatment consultant in Manitowoc, Wis. He received his B.A. from the University of Illinois in Industrial Design. He can be reached by email at: [email protected].
For past articles in this column and related articles, go to www.WaterTechOnline.com and enter keyword “Professor” in the search box. To pose a question to “Professor POU/POE,” go to www.watertechonline.com, click “Ask the Professor” and follow the instructions.