Liquid-solids filter improves boiler feedwater filtration system efficiency

Steam boiler units are among the most fundamental systems within any refinery or petrochemical plant, and boiler system operation and maintenance are among the more expensive line items on a facility’s annual budget. Common boiler system issues such as fouling, scaling and corrosion result from impurities within the boiler feedwater system and can severely compromise operations and dramatically impact costs. Therefore, the purity of boiler feedwater is of paramount importance to operators.
In support of this operational imperative, today’s well-designed boiler feedwater treatment systems should do the following:
• Provide reliable and efficient boiler feedwater treatment to remove harmful impurities
• Facilitate proper internal boiler chemistry control
• Provide for the maximum use of steam condensate
• Mitigate return-line corrosion
• Avoid boiler failure and associated plant downtime
• Extend the service life of equipment1
For many operators today, the ideal boiler feedwater treatment system is designed around reverse osmosis (RO) systems supported by the latest developments in pre-RO water filtration.
RO and boiler feedwater
Boiler feedwater consists of condensate return and makeup water from outside sources. For treating makeup water, many facilities rely on RO units, which produce a higher quality of water than other pretreatment options used in the past. Today’s RO units provide operators with many economic and operational advantages, including:
• Up to 99% removal of dissolved solids, which allows the boiler to operate at much higher cycles of concentration (reduced blowdown) with reduced heat loss
• Lower makeup water usage
• Lower fuel costs associated with heating makeup water
• Reduced internal boiler treatment chemical usage
• Lower feedwater alkalinity, resulting in lower neutralizing chemical demand
• Cleaner boilers
• Higher quality reject for cooling tower makeup or wash water
• Increased boiler efficiency through minimized boiler deposits2
RO does not come without costs, however. Important considerations related to RO systems typically include:
• RO membranes periodically need to be cleaned or replaced
• Dynamic flow demand could affect permeate quality
• Higher energy costs
• Prefiltration is required to avoid premature membrane fouling
FTC Invicta vessel on-site at a Texas refinery.
Membrane fouling challenges
While RO units can generate large amounts of ultrapure water for boiler systems, it is widely understood that the greatest operational issue with RO membrane technology is fouling. Accumulated suspended solids (inorganic and organic), dissolved solute (inorganic salts and organic molecules) and microorganisms can lead to higher operating pressure, flux decline, frequent chemical cleaning and ultimately, costly RO membrane replacement.
Under normal operating conditions, RO membrane systems operate in a pressure-driven crossflow mode where the bulk of the feedwater moves across and parallel to the membrane surface. In a process similar to filtration, a portion of the stream passes through the membrane in response to the pressure differential. This filtered (purified) water is referred to as permeate. Meanwhile, the nonfiltered water flowing parallel to the membrane surface moves at high velocity through the membrane feed spacer. This is by design, as the resulting turbulence helps clean the upstream surface of the membrane. However, feed spacer openings are only a fraction of a millimeter in size, and they are prone to fouling from suspended solids.
During the process, the membrane surface exerts a drag effect on the parallel flow of fluid, and the result is a stagnant layer of molecules deposited on the surface of the membrane. Several factors control the actual thickness of this stagnant layer (surface roughness, degree of turbulence, membrane surface charge, etc.), but over time, rejected foulants in the feedwater stream accumulate and grow within this stagnant layer, compromising overall system efficiency.
While not all experts agree on the precise mechanisms of RO system fouling, a consensus exists within the industry that fouling involves the following:
• Cake formation from suspended solids accumulation
• Precipitation of compounds (CaCO3, CaSO4, BaSO4, etc.) resulting from concentrations beyond solubility limits
• Organic adsorption on membrane surface
• Bacterial biofilm formation on the membrane surface3
Accurately identifying contaminants in a feedwater stream that could foul a membrane and designing a prefiltration scheme to specifically remove them are critical steps in any serious effort to maximize the return on RO treatment for boiler feedwater.

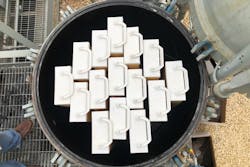
The Invicta line of liquid-solids filters and vessels can lower frequency of filter replacement.
Importance of RO prefiltration
During makeup water intake, used, evaporated or otherwise leaked water from the boiler system can be replaced from a variety of sources, including: city water, city-treated effluent, in-plant recycled wastewater, well water or any other surface water source. This water is typically tested and treated, and specific treatment processes vary depending on the requirements of the boiler and the unique chemical properties of the makeup water. RO membrane systems are the most common solution, and spiral wound cartridges are the most common configuration used in water purification applications. It is generally accepted that prefiltration is required before sending the makeup water to any spiral wound cartridge RO unit.
Prefiltration of makeup water removes suspended particles such as sand, silt, sediment, carbon fines, corrosion products, large debris from storage tanks and certain types of organic matter. The removal of suspended solids upstream of the RO unit helps protect the RO membranes from fouling. When calculating the potential return on investment in a RO prefiltration system, the following long-term cost factors should be considered:
• RO membranes can last up to twice as long when protected with prefiltration that significantly reduces biofilm and wear from carbon particulates.
• Production downtime for replacements can potentially be reduced by half or more because of longer-lasting RO membranes.
• Labor, maintenance and safety costs can be saved or redirected due to longer RO membrane replacement intervals.
Pre-RO filtration case study
A recent example of innovation in pre-RO filtration of suspended solids (inorganic and organic) for boiler feedwater streams comes from a refinery in Texas. The plant was renting multiple RO units to treat its boiler feedwater, which originated from more than a dozen wells located in proximity to the plant. Standard practice involved collecting the feedwater in very large, open-top tanks, then pumping it to the RO trailer units.
Each of the RO trailers contracted by the plant featured built-in prefiltration units. As originally supplied, these prefiltration units were undersized and provided insufficient solids loading capacity and RO membrane protection. Costly prefilter changes at the rate of two to three times per day and the lack of sufficient RO membrane protection were having a dramatic negative impact on operational efficiency. Following consultation with one of its process filter suppliers, the plant reached out for a rental filtration solution to protect the RO trailers from solids and biofouling, a natural byproduct of the open-tank well water storage.
Three 36-inch pre-RO filtration vessels (holding 25 filters each) were installed to handle the 1,000 to 1,100 gpm flow rate required at the plant. This upgrade allowed the plant to change filters every four to five days instead of every eight to 12 hours. In a normal scenario, two vessels remained online while one was used to divert the flow for filter replacements. As filters reached their terminal differential pressure, operators would bypass one vessel, divert half of the flow to the "clean" vessel, and divert the other half of the flow to the other "dirty" vessel. Once filters had been replaced in the bypassed vessel, operators would then divert the other half of the flow to the newly replaced housing.
In 2012, FTC was engaged to upgrade the rental pre-RO filtration housings by using Clarify 500 cartridges. The Clarify 500 accommodated the existing equipment without any retrofit, provided increased suspended solids removal with a more efficient filter at a lower micron rating and delivered increased media surface area and solids holding capacity. The operator was pleased with the improved effluent fluid quality and the weekly filter replacement, a significant improvement in operational efficiency at that time.
In 2018, as the plant was preparing to replace existing filter vessels that were approaching the end of their normal service life, operators learned that FTC’s new Invicta line of liquid-solids filters and vessels could lower the frequency of filter replacement upstream of their RO units without compromising performance. The same reliable filtration media they trusted would be available in FTC’s Invicta system, with the added benefit of a coreless, trapezoidal filter cartridge design that increased overall vessel efficiency through improved filter media packing density within the same vessel footprint. Plant officials could replace old vessels with identically sized vessels, improve filter life, reduce long-term consumable and labor costs while avoiding the costs associated with engineering, new piping and construction. Invicta vessels and filters were delivered in late 2018 and installed in the spring of 2019.

FTC Invicta offers improved filter media packing density within the same vessel footprint.
Additional benefits of the Invicta filters and vessels include:
• 111% increase of surface area, or 2.11 times the effective surface area
• Reduced direct consumable cost
• Reduced labor costs, shipping costs and disposal costs
• Coreless Invicta filters pack better in disposal containers
• Reduced wear and tear on equipment and extended life of capital equipment
• Reliable protection of RO membranes and contracted trailer prefilters with fewer membrane replacement
Early indications since the spring 2019 Invicta upgrade point to a 3.29 times increase in life span, an increase to approximately three weeks between replacement and an estimated 25% cost savings for the refinery.
Conclusion
For petrochemical plants and refineries that rely on RO units to process their boiler feedwater, prefiltration is essential for maintaining RO system performance and for extending the life of the membrane. Recent innovations in cartridge filter and vessel design have provided operators with greater access to operational efficiencies than before. Taken together, modern RO systems and the latest pre-RO filtration solutions are delivering better results and lower costs for operators dependent on pure boiler feedwater to run their plants and refineries.
References
- "What Is a Boiler Feed Water Treatment System and How Does it Work?" www.samcotech.com.
- James McDonald, PE, CWT and Dave Christophersen, CWT, Analyst, Summer 2003.
- Peter S. Cartwright, PE, "Membrane Technologies in Residential POE Applications," March 2017.
