Adapting to More Stringent Cooling Water Discharge Guidelines

By Brad Buecker
Plant personnel across a broad spectrum must deal with tighter National Pollutant Discharge Elimination System (NPDES) guidelines for cooling water systems, as the Environmental Protection Agency and individual state regulators more closely examine wastewater issues. This article outlines changes being seen in the power industry, but the same topics apply to many other industries.
The Old Days
For years after passage of the Clean Water Act, NPDES guidelines for the power industry focused on a small set of primary impurities in wastewater discharge streams. These included total suspended solids (TSS), oil and grease (O&G), pH, and free chlorine (or other oxidizing biocide).
Many power plants then were equipped with once-through cooling, so the only impurity of concern with regard to cooling water discharge was residual chlorine (or other oxidizing agents). At coal plants, other streams such as coal pile runoff or ash pond discharge could generate the aforementioned impurities, but treatment techniques were typically straightforward. This is no longer the situation.
Modern Times
Excluding renewable power generation in the U.S., almost all new power plants are using or will use natural gas as their energy source. Most are being equipped with cooling towers, although air-cooled condensers are becoming more popular, albeit with problems of their own. Natural gas is also a significant energy source for steam and power generation at many non-utility industries including refineries, petrochemical plants, steel fabricators, and others.
Internal wastewater streams within these facilities often have treatment systems to remove impurities before final discharge but typically may remain at one or more major effluent streams. In many cases, internally treated water is routed to the cooling tower basin as a sort of "catchall" for the plant. But now, regulations are tightening on cooling tower discharge quality.

First, proposed new federal NPDES guidelines will place a limit of 0.2 ppm and 1.0 ppm on the discharge of total chromium and zinc, respectively. However, new guidelines being proposed by state regulators may be much more inclusive. An NPDES permit for a power plant in one southern state, for example, only called for monitoring of total dissolved solids (TDS) with no specified limit. Its new permit imposes an average monthly limit of slightly over 1,000 mg/L; this may have a major impact on cooling tower operation.
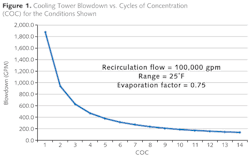
The majority of cooling in a tower occurs due to evaporation, and this process increases the impurity concentration in the circulating stream. Consider a makeup water stream that contains on average 400 mg/L TDS. If the wastewater guideline is 1,200 mg/L, the tower cycles of concentration (COC) is limited to three (see Fig. 1). Perhaps the example tower previously operated at eight cycles of concentration. The blowdown rate would have been just over 200 gallons per minute (GPM). At only three cycles, the blowdown rate increases to nearly 500 GPM.
Another constituent receiving more scrutiny is sulfate (SO4). This issue can be problematic with regard to process chemistry, as sulfuric acid feed to cooling tower makeup has been a common method to remove bicarbonate alkalinity and thus minimize calcium carbonate (CaCO3) scaling in the condenser and cooling system. Consider the following equation:
H2SO4 + Ca(HCO3)2 → CaSO4 + 2H2O + 2CO2 ↑
Tighter regulations on sulfate in the discharge stream may eliminate this straightforward method of scale control in some cooling towers.
Another issue affecting cooling tower chemical treatment programs is the increasing ban on phosphate in waste streams. For decades, a very common cooling tower treatment scheme contains, as its core, treatment with inorganic and organic phosphates for corrosion control and calcium carbonate scale prevention, with a supplemental polymer for control of calcium phosphate scale. A small concentration of zinc is often also included for additional corrosion control.
Phosphorus serves as a nutrient for plant growth, and when released to open bodies of water, it can often initiate and propagate algae blooms. Many bodies of water in the U.S. have now been designated as "phosphorus-impaired," and as a consequence, restrictions are being placed on phosphate discharge from a number of cooling towers.1
Additional heavy metals besides chromium and zinc may also appear on individual NPDES permits. One such metal is copper, in which the discharge limit may be below 30 or perhaps even 20 µg/L. At these very low limits, copper discharge can potentially pose a problem from units equipped with copper-alloy condenser tubes. However, another copper source -- wooden cooling towers -- comes from copper compounds often utilized as a wood preservative.
Control Methods
Tightening regulatory guidelines require increasingly complex wastewater treatment processes, and sometimes other factors complicate these efforts. A primary example is the growing mandate to use recycle water in place of fresh water as plant makeup. Recycle water, such as tertiary-treated wastewater, can have variable concentrations of many impurities, which in turn influence makeup chemistry, cooling water treatment and wastewater processing. One notable impurity in municipal wastewater streams (besides phosphorus) is ammonia. This compound may be regulated in a discharge permit if it is a known contaminant, as ammonia can be lethal to aquatic creatures.
If phosphate discharge is prohibited, one possible alternative for cooling tower water treatment is an all-polymer program.2 A simple polymer -- often a polyacrylate -- is typically included in a phosphate/phosphonate program to act as a sequestering agent and/or crystal modifier. An all-polymer program relies on what are known as co-, ter- and even quad-polymers that have more than one functional group to act as the modifiers. These programs represent another example of the sometimes steep learning curve that confronts plant personnel, many of whom are new to the industry.

One helpful technology that has been enhanced over the last decade is that of tagged polymers. Tagged polymers contain a functional group that can be monitored by fluorescence or other techniques, whose data can then be used for automatic chemical control of cooling water chemistry. An alternative for phosphorus removal is clarification with a compound such as ferric chloride for the coagulant. Iron is one of several metals that will form a precipitate with phosphate.
With regard to heavy metals discharge at existing plants with wood towers, one potential solution is replacement of the tower with one constructed of fiberglass reinforced plastic (FRP), a solution that would come at considerable cost. Another potential option is treatment of the stream in a clarifier that utilizes high pH or a coagulant with sulfide (S-2) active groups to precipitate metals as their hydroxides or sulfides. The latter technology has been implemented at some coal plants for mercury (Hg) removal from wet flue gas desulfurization streams, where HgS is a very insoluble precipitate. Copper also reacts quite readily with sulfide, so this technology may represent a viable control technique.

Approaching Zero Liquid Discharge
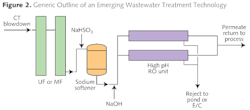
A lack of freshwater supplies and discharge regulations are forcing many plant personnel to examine water recycle and in some cases zero liquid discharge (ZLD). Several methods are possible to reduce the volume of plant discharge, but one emerging technology in particular is outlined in Figure 2.
One version of this process is licensed for various markets as HERO™ by such firms as Aquatech, GE and U.S. Water, while Veolia supplies their Opus™ technologies for this purpose. Keys to the process are:
- Micro- or ultrafiltration (UF) to remove suspended solids in the waste stream
- Sodium bisulfite (NaHSO3) feed to remove residual oxidizing biocides
- Sodium softener to remove calcium and magnesium
- Sodium hydroxide injection to elevate the pH above 10. (The combination of hardness removal and pH elevation keeps silica in solution.)
- Two-pass reverse osmosis (RO) treatment to recover 90 percent of the water
While the process appears straightforward, operating issues with the technology in actual application have been observed:
- Some standard water treatment chemicals may foul UF membranes.
o The membrane manufacturer and type greatly influence this phenomenon.
o Use of upstream multi-media filters to help remove the chemicals may be completely ineffective. - Use of poor-quality backwash water for the UF membranes may result in scaling of the effluent surface of the membranes.
Even when the system outlined in Figure 2 operates steadily, a waste stream still remains and must be disposed. Potential solutions include:
- Deep well injection
- Evaporation pond(s)
- Thermal evaporation/crystallization
- Transportation of material off-site to a waste disposal firm
Deep well injection and evaporation ponds both require environmental evaluations and the required permits before implementation; permission is often not granted. Also, deep well injection has its own set of technical issues, including the need to pump the material at high pressure into the well(s), as well as the possibility of scale formation within the well casing, particularly as temperatures increase deeper underground.
Thermal evaporation/crystallization is a proven technology, but these systems typically require a significant amount of energy, plus they can be labor and maintenance intensive. Some plant personnel have thus opted for the option of transportation and have installed a large-capacity storage tank from which the wastewater can be trucked to a disposal facility.
About the Author: Brad Buecker is a process specialist with Kiewit Power Engineers in Lenexa, Kan. He has over 33 years of experience in the power industry, much of which is in chemistry, water treatment, air quality control, and results engineering positions with City Water, Light & Power in Springfield, Ill., and Kansas City Power & Light Company's La Cygne, Kan., station. He has an A.A. in pre-engineering from Springfield College in Illinois, a B.S. in chemistry from Iowa State University and additional course work in fluid mechanics, material and energy balances and other subjects.
References
1. R. Post and B. Buecker. "Power Plant Cooling Water Fundamentals," Presentation at the 33rd Annual Electric Utility Chemistry Workshop, Champaign, IL, July 11-13, 2013.
2. B. Buecker, R. Post, P.E., and R. Aull, P.E. "Chemical Treatment and Fill Selection Methods to Minimize Scaling/Fouling in Cooling Towers," Presentation at the 72nd Annual International Water Conference, Orlando, FL, Nov. 13-17, 2011.