The Importance of Condensate Return Treatment
By Brad Buecker
In the power industry it is well known (although sometimes not as well known as it should be) that condensed steam from the turbine/generator must be maintained at high purity to prevent corrosion and scale formation in the boiler(s). Tube leaks in water-cooled condensers, impurity ingress from makeup system upsets, and contaminated chemical feed can introduce harmful constituents to boilers, which can cause serious-to-catastrophic damage.
But what about condensate return at other industrial facilities, where most or all of the steam is utilized for process heating, and where the steam generators may be at lower pressure than typical utility boilers? Greater impurity concentrations can be tolerated in lower pressure boilers, but that is not a free ticket to operate these units without any consideration for condensate return purity. Yet often, as the author can directly attest, plant personnel focus on process issues and pay less attention to water/steam chemistry, although upsets and failures due to lack of knowledge or neglect have caused costly failures at many facilities. With the aid of several case histories, this article outlines important concepts regarding condensate return treatment.
Case History: Chemical Production Facility
A number of years ago, a colleague and I inspected the steam generation system at an organic chemicals production facility. Most of the steam produced for process heat exchange was returned as condensate to the boilers. The primary units were four 550 psi package boilers with superheaters. At the time of our visit, utility personnel were replacing each superheater every 1.5 to 2 years due to steam-side deposition and subsequent tube-overheat failures. Upon inspection, we found foam issuing from boiler saturated steam sample lines. Discarded superheater tubes were internally coated with deposits approximately 1/8” to 1/4” in depth. Further investigation revealed that the condensate return to the steam generators at times contained up to 200 parts per million (ppm) total organic carbon (TOC). ASME guidelines for boilers at these pressures recommend a maximum feedwater TOC of 0.5 ppm.1
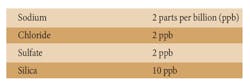
This example illustrates that impurities that reach boilers may not just affect the boiler proper but can cause serious difficulties in the steam system. Steam-side fouling is especially worrisome at those plants where steam also drives turbines, and in particular those that generate power. Consider the recommended normal limits shown below for steam purity in power-generating turbines:
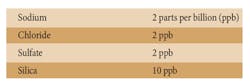
These same guidelines are appropriate at large industrial facilities with steam-driven turbines.
Case History: Utility Boiler
This history comes from a utility boiler, but one that operates at a pressure well within range of many large industrial steam generators. The 1,250 psig coal-fired boiler and 80 MW electrical generator had just been returned to service from a scheduled autumn outage. Laboratory personnel, including the author, discovered that a condenser leak was allowing contaminants to enter the system such that condensate total-dissolved-solids (TDS) concentrations at times reached 0.75 ppm. Although the lab staff requested immediate unit shutdown, operations management refused due to planned power sales. The boiler was on phosphate treatment, so the lab personnel increased monitoring frequency and maintained phosphate and pH levels within recommended guidelines. After approximately three weeks, operators discovered the source of the leak and corrected the problem. Two months later, boiler waterwall tubes began to fail with alarming frequency. The unit came off numerous times for tube repairs, and in at least one instance had only been back on-line for a few hours when another tube failed. The failures happened so regularly that plant management scheduled an emergency tube replacement during the upcoming spring outage. The repairs cost over $2,000,000.

This second case history graphically illustrates the problems that inorganic contaminants can cause in steam generators. Process fluids, and especially raw cooling water, contain a wide variety of impurities that may include calcium, magnesium, sodium, chloride, sulfate, alkalinity, silica, and other deleterious compounds. In this case, and as has occurred in many steam generators, chloride concentration under deposits led to hydrogen damage, a very insidious mechanism.2 Hydrogen damage is very difficult to detect and impossible to correct (see Fig. 1).
Case History: General
At many plants, steam pressures may be well under 600 psi and are often only around 100 psi. The corrosion mechanisms outlined above are much less severe and may be virtually non-existent at these lower pressures. Because high-purity makeup water is not needed for low-pressure boilers, sometimes the primary makeup treatment method is simple softening to remove hardness. But other impurities remain in the water that enters the steam generator, including bicarbonate alkalinity (HCO3-). Heat will convert much of this alkalinity to carbon dioxide (CO2), which carries over with steam. As the steam condenses during passage through heat exchangers, the carbon dioxide redissolves to form carbonic acid (H2CO3) that can damage carbon steel piping and other equipment.
Condensate Return Treatment Methods
So, how do we minimize corrosion in industrial water/steam systems? A variety of techniques are available for particulate removal. Multimedia filtration (MMF) with various grades of sand as the core material is one possibility. Metal screen filters with automatic backwash represent another technology. In some cases, very fine particulates may enter or be generated in the system, and may not be well captured by MMF or screen filters. In this case, the membrane technologies of micro- or ultrafiltration (MF and UF, respectively) may work well. MF and UF have become very popular for makeup water pre-treatment.3 One well-proven microfilter design utilizes pressure vessels containing thousands of spaghetti-like hollow-fiber membranes that easily filter sub-micron particles (see Fig. 2).
In a unit that I helped to install over ten years ago for makeup treatment at a power-generating station, not one membrane has failed since initial startup.

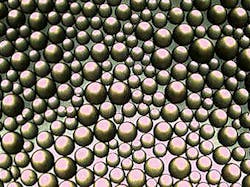
With regard to ion exchange, this is a potential treatment method to remove dissolved solids from condensate return. In brief, a deep bed ion exchange vessel contains millions of small, spherical beads to which exchange groups are attached (see Fig. 3).
A variety of resins/exchange groups exist, some for specialty applications, but typically resins are chosen to remove common cations (e.g., calcium, magnesium, and sodium) and common anions (e.g., chloride, sulfate, and alkalinity).
Organic impurities can present challenges. If the organics are large or have a charge, activated carbon filtration may be quite effective for removal. However, if the organics are small and uncharged, they may easily pass through this material. One possible solution is treatment with resins, similar to those outlined above but with no functional groups. In this case, the organics collect within and on the resins.
With regard to carbonic acid corrosion mentioned earlier, two possibilities to control it in the condensate are either with neutralizing or filming amines. Amines, and particularly neutralizing amines, can essentially be thought of as ammonia attached to a short carbon chain. The carbon chain length and supplementary functional groups can be modified to make neutralizing amines more or less basic than ammonia. Filming amines perform as the name implies. The organic chain is rather longer than in neutralizing amines, and the chemicals attach to metal surfaces to form a protective layer. In the past, chemists, operators, and other personnel have at times experienced difficulties with filming amines, as improper application or chemical selection can lead to sticky deposit (gunk ball) formation in water systems. However, the technology is improving. In fact, several successful applications of filming amine use in utility steam generating systems have been recently reported.
Another approach to carbonic acid corrosion involves makeup water treatment. Rather than simply softening the water, reverse osmosis (RO) could be employed. Even simple RO can remove 99 percent of dissolved ions in makeup water, including alkalinity. Thus CO2 carryover to steam is minimized. For those who may be considering RO, two issues stand out: RO requires significant pretreatment to minimize suspended solids intrusion (MF and UF are often good choices); and, a typical RO only processes about 75 percent of the incoming makeup. The other 25 percent represents a waste stream.
This article concludes with a final case history that illustrates the importance of proper steam generator design.
Case History: Steam Generator Design
The author spent two years at a chemical process facility. During that time, management decided to switch from imported steam to on-site steam production. Plant engineers who prepared the steam generator specifications outlined a broad scope, leaving the detailed system design primarily in the hands of the boiler manufacturer. An immediate difficulty with this approach appeared upon startup of the system, as steam quality (ratio of steam to water) was significantly lower than that needed for the process equipment. Selection of steam generators and design of steam piping systems, including control valves, steam traps, and piping sizes/materials, must be meticulous to ensure smooth startups and long life.
About the Author: Brad Buecker is a process specialist in the Process Engineering and Permitting Group of Kiewit Engineering and Design Company (Lenexa, Kans.) He has over three decades of experience in, or affiliated with, the power industry (and additional direct experience in the chemical process industry), much of it in steam generation chemistry, water treatment, air quality control, and results engineering positions with City Water, Light & Power (Springfield, Ill.) and Kansas City Power & Light Company’s (La Cygne, Kans.) station.
References
1. Consensus on Operating Practices for the Control of Feedwater and Boiler Water Chemistry in Modern Industrial Boilers, CRTD-Vol. 34, The American Society of Mechanical Engineers, New York, NY, 1994.
2. Buecker, B. and S. Shulder. “Power Plant Cycle Chemistry Fundamentals,” pre-conference seminar of the 35th Annual Electric Utility Chemistry Workshop, June 2-4, 2015, Champaign, Illinois.
3. B. Buecker. “Microfiltration and Reverse Osmosis: A Winning Combination for Plant Makeup Water Treatment,” Energy-Tech, September 2009.
4. D.L. Owens. Practical Principles of Ion Exchange Water Treatment, Tall Oaks Publishing, Littleton, Colorado, 1995.