Metering pumps play an important role in reverse osmosis water treatment

Sadly, the amount of freshwater in the world is dwindling with each passing year. Moreover, in places such as Florida, much of the water that comes from wells and other “fresh” sources is briny, or brackish. As such, businesses and people who live in this part of the country – and places like it around the globe – rely on a process to make freshwater. In many cases, reverse osmosis water treatment is the best way to do this, and metering pumps play an important role in the process.
Reverse osmosis (RO) is not a new technology. It was originally pioneered in the 1700s, and many of the techniques used today were perfected in the 1950s. RO cleans and filters water by using a semipermeable membrane to remove ions, molecules and large particles from water. The rate of passage through the membrane is determined by the pressure, concentration and temperature of the molecules or solutes on either side. RO does not just remove salt from water, it also filters and removes many types of dissolved and suspended species from water, including bacteria.
When RO is used to clean briny or brackish water, the untreated water is pressurized against one surface of the membrane. By applying pressure that is greater than the naturally occurring osmotic pressure, the water seeps through while the larger molecules or ions remain trapped in the membrane. This process demineralizes the water as it passes through the membrane. The cleaned water is called permeate (or product) water. The water stream that carries the concentrated contaminants that did not pass through the RO membrane is called the reject (or concentrate) stream.
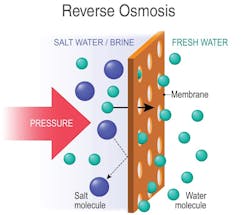
How reverse osmosis filtration works
How metering pumps aid reverse osmosis water treatment processes
pH adjustment on both sides of the membrane: Raw, pretreated water tends to be slightly alkaline (pH higher than 7). RO membrane fibers are cellulose-based and they degrade in alkaline conditions, which results in a loss of efficiency. Although membranes can be regenerated through backflushing techniques, the long-term exposure to alkaline conditions leads to membrane replacement, which can create a significant capital expense.
To protect the membrane, the pH of alkaline raw water should be adjusted down to neutral (approximately 7). This is accomplished by injecting precise amounts of acids, such as hydrochloric acid, to lower the pH. Because the pH of the source water can vary (by storms or other man-made interventions), the turndown capabilities of the metering pumps should be utilized to inject only the amount of acids that are needed to assure the correct pH for water passing through the membrane.
The intent of this pH control is mostly aimed at protecting the RO infrastructure. But once the permeate water passes through the membrane, the treatment process can often produce water that is slightly acidic (pH lower than 7). To deliver the best water quality possible for consumption, the pH should be adjusted once again using caustics, or chemicals such as sodium bicarbonate, to raise the alkalinity to a neutral pH. Once again, metering pumps are used to inject the precise amounts of the caustics needed for the process.
Dosing scale inhibitors to protect equipment: One byproduct of the reverse osmosis water treatment process is the accumulation of suspended solids, microorganisms and mineral scales on membranes. Because replacement is expensive and lowers plant productivity, efforts should be made to protect and preserve membranes.
Here again, metering pumps can play an important role in reverse osmosis water treatment by dosing a wide variety of scale inhibitors before and after the water passes through the membrane. Dosing specific amounts of sulfuric acid via metering pumps on the front end of the process not only helps “de-alkalize” the source water, but it also helps to prevent calcium carbonate scaling. Additional scale inhibitors are frequently used on the back end of the process, after the sodium bi-sulfite injection, to ensure chlorine is removed.
Without scale inhibitors, membranes could become saturated with heavy elements that clog the process and dramatically lower efficiency rates – in as little as 48 hours. For plants that run continuous operations, the metering pumps that dose scale inhibitors are critical to the uptime and efficiency of the process.
Metering pump requirements for reverse osmosis water treatment applications
Metering pumps should be designed for the specific requirements of reverse osmosis reverse osmosis water treatment applications.
They should feature variable speed technology to handle a variety of flow requirements. Turndown capabilities should reach 1,000-to-1, with steady-state accuracy. Metering pumps used in these applications must be able to handle a wide range of chemicals, polymers, viscous fluids and slurries without being affected by changes in discharge pressure.
Because of the multi-stage aspect of pH control in RO applications, metering pumps must be able to communicate with a wide variety of digital or analog devices to administer whatever control scheme is required by the process. Remote connectivity is also important to enable feedback and adjustments in real time.
Many of the chemicals used for pH control and scale removal are harsh in nature, so the metering pumps used should feature multiple liquid-end materials – such as polypropylene, Polyvinylidene fluoride and 316L stainless steel – to address different application requirements. Some chemicals used in RO are prone to off-gassing, so pumps should feature degassing valves, and they should also have front-scavenging technology on the pump’s diaphragm that can evacuate the entire liquid end with each stroke to ensure that gas bubbles cannot accumulate and create vapor lock.
Consider size and selection of metering pumps in reverse osmosis water treatment
Any plant or OEM manufacturer looking to design a new reverse osmosis water treatment application, or enhance the pH control of an existing RO application, should seek the expertise of a distributor, fabricator and service provider that specializes in pH control systems for RO applications.
When collaborating with OEMs to design large-scale systems that treat several million gallons per day, it is important to follow a detailed process. Spending time upfront consulting with the end user, identifying the required volumes and pressures, and specifying the chemicals that will be used helps ensure pumps are properly sized, as well as determine the appropriate liquid-end materials. It also helps in the specification of any ancillary equipment that may be required for a given application, such as flex tubing (or hard piping), pressure relief valves, pulsation dampeners, tanks, the controllers, probes and cables that communicate with the pumps.
Maintenance factor for metering pumps in reverse osmosis water treatment
When it comes to maintaining metering pumps in reverse osmosis water treatment applications, some end users have their own maintenance teams, and they know exactly what parts they need. But other end users rely on a service provider for equipment inspections and maintenance activities. In this case, it is important to identify a service provider that has a proven track record for properly sizing the right pump for the application; the ability to provision pumps in a manner that keeps them operating at peak efficiency; and maintains a complete inventory of spare parts. When it is time to service a pump, the service provider must possess the expertise to quickly replace ware items. This is important because many end users run continuous operations, so the prompt availability and the efficiency of maintenance services are paramount.

Jeffrey Scott is the distribution manager for Milton Roy‘s Global Water Team. He brings extensive application expertise to Milton Roy and LMI partners and customers. He can be reached at [email protected].