Fouling prevention through ultrasonic cleaning in industrial equipment

In the water management industry, there is an issue that many talk about but only a few know how to deal with efficiently: fouling that attaches to industrial equipment, such as pipes and heat exchangers, reducing their flow rate and efficiency.
Even though traditional methods like ultrasonic baths and chemical and mechanical cleaning could potentially address fouling issues temporarily, they can be harmful to the environment or extremely time-consuming to achieve the required results. In most situations, production stoppages cannot be avoided, and it is mandatory to disassemble the equipment that will be cleaned. This causes lost production during stoppages and extra cost to the facility.

Table 1. Results of continuous ultrasonic fouling prevention measured by pressure difference over the heat exchanger
The water industry has perhaps some of the most difficult types of fouling to eliminate, for example, biofouling and biofilm. High-power ultrasound has been proven to act as a potential solution to get rid of and prevent this kind of fouling and avoid deficiencies and contamination in the process.
Fouling is a common issue in many industries, and current high-power ultrasound is powerful enough to clean fouling in just a few minutes in some cases. To decrease fouling issues continuously, ultrasound can also be assembled into the process in fouling prevention mode. The following example illustrates this kind of implementation.

Figure 1. High-power ultrasound clamp-on system keeps heat exchangers clean. All following images courtesy of Altum Technologies
Ultrasonic cleaning case study: Heat exchanger
Vapo is a Nordic company with long traditions in the field of energy and the production of horticultural peat. It was experiencing severe fouling issues in its district heating facility’s main heat exchanger. Water from the heating process is used in the hot side of the heat exchanger, and this hot liquid heats up the district heating liquid on the cold side for the use of heating in houses and other uses.
Heating efficiency is monitored by the pressure difference between ingoing and outgoing pipes of the district heating side. Flow rate is kept constant through the cold side of the heat exchanger by a pump. If the cold side plates are fouled, the flow rate begins to decrease, which is compensated by increasing the pump speed leading to the larger pressure difference. Increasing the pump speed increases the energy consumption in the process as well.
Iron oxide fouling is released from the heating network pipelines and gets stuck between heat exchanger plates. This reduces the heat exchange efficiency. If there is fouling on the surface of the plates, the heat conduction from hot side to cold side suffers significantly. Due to the fouling issues, the heat exchanger needs to be periodically opened and cleaned mechanically.

Figure 3. The central driving unit connects the software to the high-power ultrasound transducers.
To avoid this expensive mechanical cleaning cycle that requires taking the heat exchanger off from the process for a week, an ultrasonic cleaning system was designed and installed on the equipment. In fouling prevention mode, the cleaning system runs continuously on a low power setting and keeps the heat exchanger running efficiently all the time.
“In fouling prevention mode, the cleaning system runs continuously on a low power setting and keeps the heat exchanger running efficiently all the time.”
Two sonorods were designed specifically to be assembled to the heat exchanger and were tailor-made by a mechanics supplier. The sonorods were attached to the inlet pipe of the heat exchanger. Power electronics and proprietary software paired with power ultrasonic transducers attached to the sonorods were used to generate and guide a sound field into the heat exchanger to keep it clean.
When the heat exchanger ran for more than 10 weeks and no sonication was implemented, it was considerably fouled, and the pressure difference between heat exchanger’s inlet and outlet pipes was over 2 Bars in the worst case (see Table 1). After continuous ultrasound fouling prevention was applied, the mean pressure difference stayed at 1.5 Bar during a five-week sonication period.
To run the process most efficiently, the pressure difference needs to stay under 1.5 Bar and preferably under 1 Bar. Mechanical cleaning was therefore carried out on the heat exchanger. After the mechanical cleaning, the mean pressure difference stayed at 0.5 Bar for a five-week sonication period, indicating that continuous ultrasonic fouling prevention was able to prevent the heat exchanger from getting fouled.
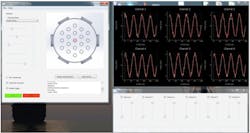
Figure 2. Self-adjustable control application software drives high-power ultrasound directly where it is needed inside the industrial equipment. Software parameters vary per application and equipment.
Conclusion
After one mechanical cleaning cycle, Vapo was able to keep the fouling level inside the district heating heat exchanger under control with the ultrasonic fouling prevention method. The ultrasonic fouling prevention reduces the amount of iron oxide attaching to the heat exchanger plates, improving heat exchanger efficiency.

Ville Kananen is Altum Technologies’ senior industrial research and development (R&D) engineer. He is a researcher with knowledge in ultrasonics and implementation at industrial scale. Kananen holds a Master of Science in physics, specializing in ultrasonics from the University of Helsinki.

Timo Rauhala is chief technology officer (CTO) at Altum Technologies. He is an expert in physics and responsible for developing Altum’s high-power ultrasound technology. In addition to working with Altum, Rauhala has also participated in ultrasonic research regarding the first satellite of Estonia, the EstCube project. He holds a Master of Science in physics from the University of Helsinki. The authors can be reached at [email protected].