Case study: Electrochemical system reduces wastewater solvent concentrations

Pharmaceutical manufacturing plants generate large volumes of wastewater during everyday operations. One example is rinse water from cleaning reactors, fermenters, mixing vessels and other production equipment. Rinse water is typically produced from clean-in-place (CIP) processes where equipment and utensils are cleaned, maintained and sanitized in-situ using chemicals, heat and turbulent flow without having to take apart the equipment.
CIP rinse water contains complex organic pollutants such as residual active pharmaceutical ingredients (APIs), solvents and surfactants, which can be resistant or toxic to traditional biological treatment. Therefore, municipal wastewater treatment plants will often reject wastewater contaminated with organic pollutants. In these cases, manufacturers must haul wastewater off-site — in some cases, hundreds of miles — to be incinerated at a special waste facility or waste-to-energy plant.
While wastewater trucking and incineration is an established practice within the pharmaceutical industry, it is expensive, energy intensive, high risk and frequently at odds with corporate green manufacturing practices aimed at waste reduction, water reuse and improved safety and environmental performance.
In other cases, pharmaceutical plants are either exceeding discharge limits for specific organic compounds or facing emerging risks associated with discharging API-contaminated effluent to surface water.
As a result, the industry is seeking new solutions to address these pain points to reduce costs and risks and improve operational performance.

Figure 1. Axine system installed at a U.S. pharmaceutical facility.
Electrochemical system
New technology has been developed for treating toxic organic pollutants in wastewater generated by pharmaceutical and other manufacturing industries. Axine’s electrochemical oxidation technology uses advanced catalysts and electricity to generate powerful hydroxyl radicals that break down and oxidize organic pollutants to trace byproduct gases such as H2, O2, N2, CO and CO2. No hazardous chemicals are required, and no liquid or solid waste is generated.
Technology and service solutions specifically designed for treating wastewater on-site at pharmaceutical plants allows manufacturers to achieve immediate reductions in operating costs, eliminate off-site trucking and incineration, streamline operational efficiency, meet compliance requirements and reduce risk. Axine is partnering with leading pharmaceutical manufacturers on applications to address these pain points.
Pharmaceutical application example
A leading pharmaceutical manufacturer operates a facility located in northeastern U.S. that uses an isopropyl alcohol-based (IPA) solvent as part of its reaction vessel wash process. Oxidation of isopropanol via biological and other processes can lead to the formation of acetone in wastewater, a U.S. Environmental Protection Agency (EPA) regulated compound under Title 40 pretreatment standards.
The manufacturer’s goal was to reduce IPA concentration by 90% in the wastewater using the Axine system as a pretreatment step prior to discharge to the publicly owned treatment works (POTW). This would ensure its acetone discharge did not exceed the daily 20.7 mg/L or 8.2 mg/L monthly average regulatory limit at the compliance sampling point. In addition, the system also needed to demonstrate the capability to treat any IPA peaks while maintaining effluent within acetone limits.

Figure 2. Baseline wastewater
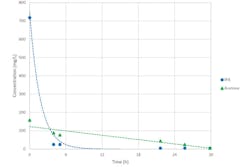
Figure 3. Spiked wastewater
Treatment results
Initial testing was conducted on the wastewater, with starting concentrations of 500 mg/L isopropanol and 75 mg/L acetone. Over a 24-hour test period, both isopropanol and acetone were removed effectively with concentrations of both compounds reduced to less than 1 mg/L by the 20-hour mark, as shown in Figure 2.
A second round of tests were conducted on spiked wastewater, designed to mimic transient peaks of isopropanol concentrations that may occur at the facility. Starting concentrations were 900 mg/L isopropanol and 120 mg/L acetone. Over a 48-hour test period, both isopropanol and acetone were removed effectively with concentrations of both compounds reduced to less than 1 mg/L by the 30-hour mark, as shown in Figure 3.
Table 1 summarizes the wastewater composition both before and after Axine treatment. The test results were used to design the system to ensure the facility will meet all local, state and U.S. EPA categorical discharge limits for acetone, even during transient peaks, while improving overall environmental sustainability performance.
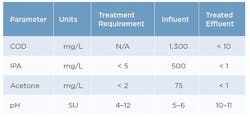
Table 1. Wastewater parameters and treatment results
Service agreement and system
Under a multiyear service agreement, Axine owns, operates, services and maintains a wastewater treatment system at the facility. The manufacturer’s capital investment is minimal, and it does not have to allocate resources to operate the system.
The fully automated turnkey system includes wastewater receiving tanks, electrochemical reactors, power supply, controls and instrumentation, trace byproduct gas management and flow management systems. The systems are smart, modular and scalable, and they can be integrated into existing on-site operations. They reduce cost and risk, eliminate off-site hauling and improve performance.
The wastewater treatment "as-a-service" package includes continuous remote system monitoring, routine and preventive maintenance, all consumables and replacement parts, rapid-response field service support, online system monitoring and monthly key performance indicator (KPI) reporting.
Operational and performance data is collected wirelessly. Axine’s proprietary data analytics monitors a range of performance metrics to enable safe and reliable operation, and performance can be monitored online at any time.
