Key Considerations to help Determine the Optimum NPSH Margin for Centrifugal Pump Applications

By Allan R. Budris
Due to the desire to fully cover this topic, the subject has been divided into two successive Pump Tips & Techniques columns. This column spells out the NPSH margin issues, along with the "Suction Energy" concept. The January 2013, Part 2 column covers "NPSH Margin Reliability" and "Suction Energy vs. NPSH Margin Reliability" in significant detail, in addition to the writer's NPSH Margin recommendations.
Several of the writer's previous WaterWorld columns have dealt with the issue of pump cavitation and the desire to provide sufficient NPSH Margin for optimum pump reliability (Oct 2007, Jan. 2010, Apr. 2011 & Jan. 2012), where the message was generally "the larger the NPSH Margin the greater the pump reliability." However, it is acknowledged that these higher NPSH margin ratios (NPSHA/NPSHR) may very well come with an increased initial cost (such as larger slower pumps, or higher suction tanks), plus it is also understood that many pumps do not experience any notable damage, even when operating with appreciable cavitation. On the other hand, there are other applications which may experience significant cavitation damage under similar conditions, resulting in higher total pump life cycle costs, when including the price tags for repair and downtime (see Dec. 2009 WW column).
Cavitation starts to occur in a centrifugal pump at NPSH Margin Ratios from 2 to 20 (with the average being about 4), and it can take (on average) from 1.05 to 1.7 just to avoid any head loss from cavitation. Depending on a combination of factors, operation with pump cavitation will, or will not, cause:
- Reduced pump head
- No damage
- Increased vibration (with slightly reduced bearing and seal life) and little impeller material damage
- Significant impeller material damage and high vibration (with significant reduction in bearing and seal life)
NPSH Margin / Cavitation / Reliability Issues
There is no question that the interaction between pump cavitation, NPSH Margin and pump reliability is a complex issue that is affected by many variables, such as:
- Pump power level (above or below 45 to 75 kW/stage)
- Pump Suction Specific Speed* (above or below 11,000)
- Impeller inlet tip speed* (above or below 70 – 85 ft/sec)
- Pumped liquid thermodynamics (water, hydrocarbons, chemicals, specific gravity*)
- Impeller type* (axial flow, mixed flow, radial flow, vane over lap)
- Relative pump flow rate (Preferred Operating Region-POR, Allowable Operating Region-AOR, or low flow Suction Recirculation)
- Pump materials of construction (see Table 2)
- Pumped liquid air content (see June 2009 & Jan. 2010 WW columns)
- Abrasives in pumped liquid
- Corrosive nature of pumped liquid
- Amount of time spent in cavitating conditions
So what is the "best-of-class" pump user who values "total pump cost," not just initial cost, to do? This is why the writer spent many years and much effort, while working for several major pump manufacturers, to simplify the prediction of pump cavitation damage. The result has been a reduction in the number of relevant factors, by combining several of the key variables (indicted with an (*) in the above table) into one parameter. The method is called "Suction Energy" (see Oct. 2007 WW column), and it is reasonably effective in predicting when pumps are susceptible to cavitation noise, vibration, and/or damage, versus when they are free of these damaging effects. The method includes distinct "Suction Energy" gating values (Start of High Suction Energy) for five different pump types and three levels of suction energy (Low, High and Very High), as shown in Table 1.

Suction Energy
Suction energy, as the author defines it, is the product of the below four factors:
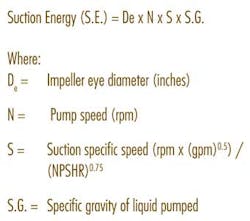
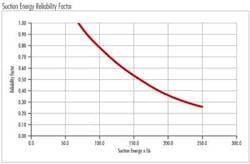
One of the first large-scale validations of this "Suction Energy" concept was its application to field repair records from two industrial plants, having about 100 end suction and split case pumps, combined. The results are shown in Figure 1, with a reliability factor of 1.0 equal to about a four-year "mean time between failure rate" or higher. As can be seen, the trend line definitely shows a reduction in pump reliability with increasing values of "Suction Energy."
Based on further experience with hundreds of additional centrifugal pumps, the writer was able to further refine the Suction Energy concept by establishing the following specific gating values for the start of "High Suction Energy" and "Very High Suction Energy" for various pump types.
Low Suction Energy
Pumps with levels of suction energy below the Table 1 "High Suction Energy" values, are considered to have "Low Suction Energy." Low suction energy pumps are not prone to noise, vibration or damage from cavitation or recirculation, with just a couple of exceptions. When handling abrasives or a liquid that is corrosive to the pump materials of construction, even this low energy cavitation can be amplified to cause damage. Also, there could be detrimental effects on mechanical seals from the air or vapors which may be liberated from the liquid, during the formation of the cavitation bubbles, under very low NPSH margin conditions. Finally, there will be loss of the pump discharge head as the suction pressure approaches the pump NPSHR. A minimum NPSH Margin Ratio of 1.1 – 1.3 is typically sufficient for Low Suction Energy Pumps not handling abrasives or corrosives.
High Suction Energy
Pumps with high suction energy and low NPSH margins, especially when operated in the suction recirculation flow range (below the pump AOR), may experience noise, vibration and/or minor cavitation erosion damage with impeller materials that have low cavitation resistance, such as cast iron (see Table 2). High suction energy starts at about 3,560 rpm in end suction pumps with 6" suction nozzles sizes, and split case pumps with 8" suction nozzles. At 1,780 rpm, high suction energy typically starts with 10" suction nozzle size end suction pumps, and 12" suction split case pumps.

In addition to the impeller material, there are several other variables that can further mitigate cavitation damage under High Suction Energy conditions. The two major additional mitigating factors are: entrained gas (air) levels approaching one percent (see June 2009 WW column), such as found in paper stock and some sewage applications; and secondly, liquids that do not generate large cavitation bubbles (low thermodynamic liquids), such as hydrocarbons and very hot water. The most damaging liquid is water, at about 100°F. High suction energy pumps, without one or more of the above mitigation factors, typically require minimum NPSH margin ratios of 1.5 to 2.0, within the AOR.
Very High Suction Energy
"Very High Suction Energy" starts at 1.5 times the start of "High Suction Energy." Pumps with very high suction energy and low NPSH margins, especially when operated in the suction recirculation flow range (below the pump AOR), may experience high vibration and erosion damage, even with cavitation resistant materials, such as stainless steel. Some reduction in damage, or extension in pump life, can be expected with the mitigating factors listed in "High Suction Energy" above. The typical recommended minimum NPSH Margin Ratio for Very High Suction Energy pumps is 2.0 to 2.5, within the AOR.
Click here to continue reading Part 2: Key Considerations to Help Determine Optimum NPSH Margin >
