Case Study: Water reuse at an oil refinery

Oil refineries consume a significant amount of water in their processes. As a result, water reuse initiatives are very important for refineries to both conserve water and to keep a competitive edge.
In the freshwater-scarce Middle East, water conservation efforts are critical at oil refineries. Saudi Aramco, for instance, has established and implemented Corporate Water Conservation Key Performance Indexes to promote company-wide water saving initiatives, including water reuse. And water-saving opportunities such as stripped sour water reuse can both save the precious natural water resources and reduce operating costs.
Sour water in the oil refining processes is generated from crude oil distillation processes, hydrocrackers, wash systems, knockouts and amine systems. Sour water contains contaminants such as hydrogen sulfide (H2S), ammonia (NH3) and phenols. Contaminants in sour water are removed through a sour water stripper, and contaminant-reduced stripped sour water can then be reused in the oil refining processes.
Stripped sour water reuse at the Saudi Aramco Ras Tanura Refinery
Saudi Aramco’s Ras Tanura Refinery (RTR) produces sour water stripper (SWS) which is fed to a three-phase separator to separate light hydrocarbon in gas phase, heavy hydrocarbon liquids and water. Water from the three-phase separator is injected into the stripper column to strip off light material such as H2S, NH3 and light hydrocarbon from the water, which is heated by steam under a relatively low pressure to enhance the contaminants detachment from the water. Acid gas is sent to a sulfur recovery unit (SRU), while stripped sour water is sent to the industrial wastewater treatment plant (IWWTP). The stripped sour water influent to the IWWTP brings in an increase in the operating cost of wastewater treatment with an adverse impact on the wastewater reuse index.
Wash water system in hydro-processing units
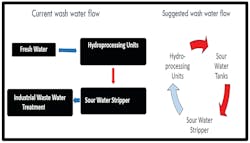
The opportunities for reuse of stripped sour water for hydro-processing units as wash water were investigated at RTR as shown in Figure 1.
In Figure 2, wash water pumps transfer the water continuously to heat exchangers (E-1 and E-2) of the hydrocracker because of the high concentration of ammonium salts in the reactor effluent, while water flow is intermittent to heat exchanger (E-3) due to low concentration of contaminants. The wash water injection rate to the heat exchangers is required to wash corrosive salts from the system. Salts are generated so that ammonia (NH3) and hydrogen sulfide (H2S) form ammonium bisulfide, and ammonia (NH3) and hydrogen chloride (HCl) may form ammonium chloride. Salts are readily soluble in water. Water boots in the separators remove sour water from the system and send it to the sour water stripper. Wash water also removes free ammonia from the recycle gas loop. If left in the system, this ammonia would recirculate and accumulate in the recycle gas. In the reactors, it can diminish hydrocracking activity by neutralizing catalyst acid sites necessary for cracking reactions.
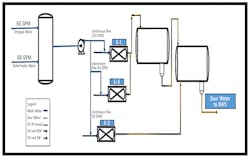
Boiler feed water (BFW) was the only source used for the wash water system to wash the reactor effluents upstream to the fin fan system to dilute ammonia in the gas streams to avoid forming ammonium bisulfide and ammonium chloride deposits in the fin fan tubes.
Implementation of stripped sour water reuse
BFW is received from the steam and power plant, entering the water break tank to settle before being injected as shown in Figure 2. Stripped sour water quality was found reliable within the acceptable limit to replace BFW in line with Saudi Aramco best practices. The feasibility report on the stripped sour water reuse for wash water was presented to RTR management and its implementation was endorsed. The tie-in of stripped sour water line was initiated, and the entire line installation has been completed to start stripped sour water reuse.
Stripped sour water (SSW) reuse for wash water has been through two major milestones:
- First phase: utilizing 25% SSW with 75% BFW.
- Second phase: utilizing 50% SSW with 50% BFW.
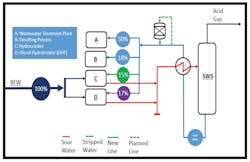
During the first phase, after commissioning the SSW line, the operation began with 25% SSW. Upon the successful implementation of the first phase and with no deviations observed on wash water specifications, RTR decided to increase the SSW contribution to 50% during the second phase as indicated in Figure 3. All parameters reported on target which indicates the good quality of the stripped sour water since no deviations were observed from utilizing 100% BFW.
The wash water system is running with 50% BFW and 50% SSW with stable operation and no major deviations. After the commissioning, a wash water quality monitoring sheet has been developed in an attempt to capture any off-targets while reusing SSW. The monitoring results are promising with high potential for increasing SSW to more than 50%.
Reuse of the SSW instead of BFW led to almost $1 million in savings in its first year.
With all the recent efforts exerted in maximizing the stripped sour water reuse at the hydrocracker, a total of 33% stripped sour water reuse has been accomplished at RTR as follows:
- 15% reuse at the hydrocracker
- 18% SSW reuse in the desalting process of the condensate fractionation unit
An additional 17% SSW reuse at the diesel hydrotreater (DHT) is planned, while the remaining 50% of SSW is routed to the IWWTP as wastewater as shown in Figure 3.
Conclusion
Saudi Aramco’s Ras Tanura Refinery succeeded in reusing 33% of stripped sour water which used to be routed to the industrial wastewater treatment plant as wastewater. RTR is currently planning to reuse an extra 17% of the SSW in the DHT with the remaining 50% to be reused at the new sulfur recovery unit as cooling water.
The practice of stripped sour water reuse for wash water in hydro-processing processes of oil refineries is reliable and environmentally sustainable, contributing to Wastewater Reuse Index enhancement, reduction of BFW consumption and cost savings in terms of BFW production and wastewater treatment.
Abdulaziz Alzanan is a water conservation engineer at Environmental Protection of Saudi Aramco and holds a bachelor’s degree in Chemical Engineering.
Jasem Alanzi is a water conservation specialist and supervisor. He holds a bachelor’s degree in Chemical Engineering from King Fahad University.
Seunghan Park, Ph.D., is a senior environmental engineer at Saudi Aramco Ras Tanura Refinery.
About the Author
Abdulaziz Alzanan
Water conservation engineer at Environmental Protection of Saudi Aramco
Abdulaziz Alzanan is a water conservation engineer at Environmental Protection of Saudi Aramco and holds a bachelor’s degree in Chemical Engineering.
Jasem Alanzi
Water conservation specialist and supervisor
Jasem Alanzi is a water conservation specialist and supervisor. He holds a bachelor’s degree in Chemical Engineering from King Fahad University.
Seunghan Park
Senior environmental engineer at Saudi Aramco's Ras Tanura Refinery.
Seunghan Park, Ph.D., is a senior environmental engineer at Saudi Aramco's Ras Tanura Refinery.