Sulfate reduction without biology: A hybrid nanofiltration-gypsum precipitation solution for data center cooling tower blowdown
Key Highlights
- Nanofiltration combined with gypsum precipitation offers a cost-effective and scalable solution for sulfate removal in cooling tower blowdown wastewater.
- Pre-treatment with dual media and cartridge filters ensures NF membrane protection and optimal removal of suspended solids and iron.
- Chemical selection and dosing are critical; treatability testing shows that tailored chemistries significantly impact sulfate solubility and sludge management.
- The system design includes equalization, coagulation, filtration, NF stages, and sludge handling, providing a comprehensive approach to wastewater treatment.
- Monitoring key parameters like sulfate, calcium, and lime demand during operation helps maintain compliance and optimize chemical usage.

The increasing use of AI is fueling demand not only for more data centers and greater energy capacity, but also for associated water and wastewater treatment facilities.
This demand results in more cooling tower blowdown (CTB) wastewater needing treatment, with treatment levels dependent upon cooling tower water cycles and disposal locations, often only needing dechlorination and pH adjustment.
However, for impaired receiving waters, stricter discharge limits — specifically sulfate less than 500 mg/L — require much more extensive treatment to meet regulatory requirements.
Brown and Caldwell recently evaluated multiple approaches for sulfate removal from CTB and similar wastewaters to support discharge compliance. This article details one representative application utilizing proven technologies that was also presented at the 2025 International Water Conference (IWC).
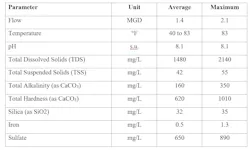
Design cooling tower blowdown characteristics and treatment requirements
The design assumed 3.5 cycles of concentration in the cooling tower, resulting in the CTB wastewater quality detailed in Table 1.
Alternatives considered
While the team evaluated biological sulfate removal, ion exchange, and reverse osmosis (RO), it did not pursue these approaches. Biological treatment systems have not been widely applied to CTB, and while ion exchange can effectively remove sulfate, it generates a brine waste stream requiring disposal.
RO has a high rejection of all dissolved constituents, but scaling under high silica, calcium, and sulfate conditions limits recovery.
Nanofiltration (NF), similar to RO, can concentrate sulfate beyond calcium sulfate solubility limits in a 10% reject stream, enabling calcium sulfate precipitation in the NF reject. Unlike RO, NF can have a much higher tolerance to silica scaling with the correct membrane selection.
When it comes to precipitating sulfate in the NF reject, barium sulfate achieves lower concentrations, but its higher costs made it an unattractive candidate.
Based on these factors, NF with calcium sulfate precipitation on the reject stream emerged as the preferred approach.
Proposed solution: NF concentration + gypsum precipitation
The selected solution concentrates sulfate into a smaller sidestream using NF then removes sulfate from that reject stream via calcium sulfate precipitation. Treating a concentrated stream enables targeted chemical treatment while maintaining high overall recovery.
While calcium sulfate precipitation is not effective for direct CTB treatment due to solubility limitations, concentrating sulfate in the NF reject stream enables precipitation under controlled conditions.
Media filtration: NF requires feedwater with less than 5 mg/L TSS (total suspended solids), so pre-filtration is needed to reduce the design TSS (42-55 mg/L). Cooling towers scrub airborne particles from the environment in sizes 2.5–100 microns, but standard strainers and disc filters can't adequately handle the small solids or storage capacity needed. Dual media filtration effectively captures particles ≥5 microns and reduces backwash waste volumes.
Iron must also be reduced from 0.5–1.3 mg/L to 0.1 mg/L before NF. Greensand filtration replaces traditional sand in dual media filters to target both iron and TSS removal. It requires periodic regeneration with oxidants, but anticipated free bromine or free chlorine in the CTB prevents depletion, eliminating extra chemical steps.
Cartridge filtration: Each NF train is protected by 5-micron cartridge filters installed upstream. Cartridge filters are sized at 3–5 gpm per 10-inch equivalent, enabling monthly or fewer changeouts.
NF design basis and membrane selection: The system is designed for 90% recovery, with each train comprising three stages at an average 10 gfd (gallons / ft2 / day) flux. To handle variable temperatures and enhance turndown capacity, each train includes concentrate recycle and permeate backpressure options.
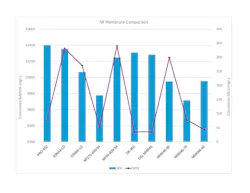
Commercial NF membranes vary widely in ion rejection rates. Selection prioritized maximizing sulfate rejection while limiting silica rejection to manage scaling risks. Figure 1 shows membrane performance predictions, identifying Hydranautics’ PRO-XS2, Veolia DK-400, and Veolia DSL NF8040 as top candidates.
Precipitation: In the NF reject stream, sulfate is removed through calcium sulfate precipitation using calcium hydroxide. The effluent from precipitation is then blended with the NF permeate and pH is neutralized with CO2 to comply with pH and sulfate limits. The precipitated solids are dewatered with a filter press and disposed of offsite.
Treatability testing
Treatability testing focused on the effect of cooling tower and NF chemistries on calcium sulfate precipitation from NF reject. Two chemical providers offered different strategies for a CTB operating up to six cycles:
Provider A: 92 ppm Product M for cooling tower chemistry, 20 ppm Product N at pH 6.5 for NF pretreatment via coagulation/flocculation/filtration, and 4.5 ppm Product O to prevent NF scaling.
Provider B: 150 ppm Product P (anti-scalant dispersant, 35% active) at pH 8.1 for cooling tower chemistry and 5 ppm Product Q (polymeric dispersant, 35% active) to inhibit NF scaling.
Spiking city source water with 10-fold divalent ions and relevant chemical concentrations prepared Mock Peak NF Reject waters. The initial mock rejects contained 1,400 mg/L calcium, 370 mg/L magnesium, and 9,500 mg/L sulfate (7,600 mg/L soluble sulfate).
Each mock reject was treated with 0.8 mg Ca(OH)2/mg soluble sulfate (6,100 mg/L Ca(OH)2), mixed, centrifuged, and blended with 10% settled solids. Additional Ca(OH)2 doses (0.6, 0.8, 1.2 mg/mg) were tested.
Results showed that chemical program selection significantly affects sulfate solubility and precipitation performance:
- Provider B’s revised program was chosen because additional coagulant/flocculation steps were not needed and effluent sulfate targets were met.
- Sludge generation was 1.44 mg TSS/mg sulfate removed.
- Provider B’s chemistry caused significant calcium sulfate resolubilization, which improved when Product Q was replaced with 1 ppm Product R.
- Product Q was excluded from locations requiring downstream calcium sulfate precipitation.
- Provider B also requested testing 60 mg/L Product S with their chemistry for crossflow towers. Results showed Product S should not be used where calcium sulfate precipitation is required.
Additional testing and solids handling observations
A new chemistry (120 mg/L Product T, corrosion inhibitor) was tested for a site with corrosive water and up to 4.7 cycles. The New Mock Peak NF Reject had 2,060 mg/L calcium, 840 mg/L magnesium, and 10,400 mg/L sulfate. Product T reduced sulfate solubility by 20%. Higher lime doses (68% increase) did not reduce soluble sulfate in the Initial Mock Peak NF Reject, but did in the New Mock Peak, indicating lime addition above 1.35 mg/mg further reduces soluble sulfate.
Sludge volume index (SVI) and zone settling velocity (ZSV) were affected by chemical additions: SVI increased from 7.5 to 15.6 mL/g, potentially halving clarifier underflow solids; ZSV dropped from 1.4 to 1.0 ft/hr at 13,000 mg/L TSS.
Applying the selected chemistry (150 ppm Product P, 1 ppm Product R) to average NF reject with no adjustment to the dosing chemistry required doubling the lime dose to 1.6 mg/mg to achieve similar soluble sulfate as peak conditions. Additional Product Q increased soluble sulfate, demanding an estimated 2.4 mg/mg lime dose to return to baseline.
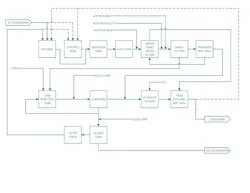
Selected treatment system components
The selected treatment system (Figure 2) incorporates several key components to ensure effective water processing. It begins with an unmixed equalization tank providing three hours of hydraulic retention time (HRT) and a jet-mixed off-spec tank with 22 hours HRT for flexible storage and servicing. Optional coagulation and flocculation tanks, each designed for three minutes HRT at peak flow, to enhance particle removal before filtration.
Acid addition adjusts pH to the target range, followed by dual media filters (anthracite for solids, greensand for iron) and cartridge filtration to protect the nanofiltration units. Three-stage nanofiltration achieves high sulfate rejection, followed by the NF reject stream discharging to lime reaction tanks for further conditioning and clarifiers with a high sidewater depth for sludge management.
Sludge storage tanks allow for weekend holding, while filter presses efficiently process solids. A CO2 addition system neutralizes the blended NF effluent, which is then routed to a final outfall sump for monitoring and either discharge or recycling to the off-spec tank as needed.
Summary
The proposed solution demonstrates that a hybrid NF–gypsum precipitation approach can provide a practical, cost-effective method for sulfate reduction from the CTB when direct biological treatment is not desired. Concentrating sulfate into an NF reject stream enables targeted precipitation treatment of a 10% sidestream while maintaining high overall recovery.
Treatability testing showed that cooling tower and membrane chemical programs can materially affect gypsum precipitation performance by changing sulfate solubility and lime demand. Coordinating chemical selection with downstream precipitation requirements — and monitoring key parameters during operation — helps minimize excess lime addition and supports stable compliance.
About the Author
Melanie Blake
Melanie Blake is a Brown and Caldwell senior principal engineer based in Boston. She is a membrane specialist with over 20 years of experience leading design and commissioning of advanced water treatment projects worldwide.
Houston Flippin
Houston Flippin is Brown and Caldwell’s Technology Innovation Leader based in Nashville. He is a board-certified environmental engineer specializing in industrial water management with extensive experience in wastewater treatment process optimization.
Samantha Albert
Samantha Albert is a Brown and Caldwell industrial water engineer based in Boston. She specializes in water treatment for technology sector clients, primarily data centers.
Krystal Perez
Krystal Perez is Brown and Caldwell’s industrial water practice lead based in Seattle. With 20-plus years of experience, she is a subject matter expert in physical/chemical treatment, water chemistry, water reuse and brine management.
Rebecca Maco
Rebecca Maco is Brown and Caldwell’s Technology Market Sector Leader based in Seattle. She supports client and project teams in the development of sustainable water and wastewater solutions for industrial facilities.