Corrosion Monitoring: Moving It from the Lab to the Control Room

By David Hohenstein

Historically speaking, corrosion evaluation methods in the industrial wastewater industry typically involved the analysis of sacrificial samples (coupons) placed in the pipeline. These samples were precisely weighed prior to their exposure to the process media then analyzed for metal loss and other imperfections. These samples formed the basis for determining the general and localized corrosion rate for the entire process. More coupons located at more locations resulted in larger amounts of data for evaluation, and thus a more accurate corrosion picture for the entire facility.
Over the years, corrosion evaluation tools have been developed to help the corrosion engineer do his or her job more efficiently. In the end, these tools gave the corrosion expert a high level of data for determination of corrosion, but the data was only useful to the specialist – not the facility operator or control systems engineer.
Pitting Detection
New real-time corrosion transmitter technology, CorrTran™ from Pepperl+Fuchs, represents the first 2-wire, 4-20 mA corrosion monitoring system that evaluates either general or localized (pitting) corrosion in the same industrialized, transmitter housing.
This new technology – intended to take corrosion evaluation out of the laboratory and into everyday process control – can be easily implemented into standard control room architecture. Its core design is based on SmartCET® technology from Houston's InterCorr International. Over the years, SmartCET customers have been able to monitor real-time corrosion behavior and react to it before significant damage has occurred. CorrTran simply takes this a step further with a simple 2-wire transmitter operating on the industry standard 4-20 mA control basis and integrated HART protocol.
Corrosion Technology
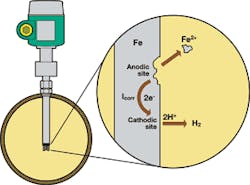
The corrosion process is based on the fact that when a metal/alloy is immersed in an electrically conducting liquid it will corrode through an electrochemical process. The following example shows a simple reaction of a metal (iron) dissolving in an acidic solution:
Fe → fi Fe2+ + 2e-
2H+ + 2e → H2
An anodic site is formed when metal from the surface of the corroding pipe or tank passes into the adjacent solution (the liquid causing the corrosion) by way of an ion (Fe2+). This process results in an excess of electrons at the metal surface. The excess electrons flow to a nearby cathodic point, which results in the corrosion current Icorr.
The oxidizing agents in the corrosive solution then consume these excess electrons. Anodic and cathodic points continuously shift position and exist within the entire conductive surface (metal). This random configuration makes direct measurement of Icorr impossible. To overcome this limitation, an electrical probe consisting of three measurement electrodes of the same metal is placed into the corrosive solution. Using this probe, it's possible to apply small potentials between the electrodes and measure the resulting current. The same corrosion process responsible for Icorr influences this current. If the electrodes are corroding at a high rate, metal ions (Fe2+ in this example) are passing easily into the solution and a small potential applied to the electrodes will produce a high current proportional to Icorr. Similarly, if the electrodes are corroding at a low rate with ions passing slowly into the solution, a small potential applied to the electrodes will produce a small current. Using complex algorithms and data analysis, new corrosion technology interprets this corrosion information and makes it available for plant engineers in the form of a 4-20 mA signal.
Transmitter Operation
At the heart of this new technology are state-of-the-art, patented algorithms and data analysis techniques that accurately measure corrosion rate or localized corrosion (pitting). Harmonic distortion analysis (HDA) is applied to improve the performance of the industry accepted linear polarization resistance (LPR) technique used to measure corrosion rate. To further enhance the performance, an application-specific Stern Geary value (B-value) can be stored in the transmitter. In fact, the B-value can be adjusted by the customer to more accurately represent the pipe and material used in the process.
During a measurement cycle, the system performs a unique electrochemical noise (ECN) measurement, which in combination with the corrosion rate data provides a measurement of pitting. At the completion of each measurement cycle, the respective corrosion rate or pitting value is calculated and made available to the plant personnel in the form of a 4-20 mA signal.
The LPR technique has long been the industry standard for general corrosion monitoring and it is based on the Stern-Geary relationship. This B-value relationship correlates the potential excitations with the measured corrosion current to produce a measurement of polarization resistance. This resistance is then used to determine the general corrosion rate. Since it's critical to use the correct B-value in this method, it is generally considered unreliable by itself as a measurement technique for general corrosion rate. The HDA analysis is based on an evolution of the LPR technique. By applying a low frequency sine wave to the measurement current, the resistance of the corrosive solution can be calculated through a harmonic analysis of the resulting signals. With both the polarization resistance and the solution resistance, a more accurate general corrosion rate can be determined. Lastly, the ECN method allows the localized corrosion rate to be calculated. ECN is the measurement of spontaneous fluctuations generated at the corroding metal-solution interface. This measurement is only possible in a three-electrode probe configuration and is used to determine the existence of localized corrosion.
Real-Time Monitoring
Real-time information using a 4-20 mA control signal allows the facilities operator to interpret the corrosion status. The operator can evaluate historical corrosion rates to current rates and quickly determine changes in water quality, chemical changes and inhibitor performance. As expected, all these situations can affect pipeline corrosion and each can be more efficiently monitored and controlled with the help of this corrosion monitoring system. Furthermore, using real-time data the plant operator can plan for replacement of suspect equipment as part of a predictive maintenance schedule.
This instrument allows the user to monitor general corrosion or localized corrosion. It's localized corrosion that can be especially dangerous if not detected at an early stage. Corrosion of this type can perforate a pipe very quickly but, with early intervention, it can be neutralized. For the first time, both general and localized corrosion can be monitored on-line and in real-time rather than in a historical "after-the-fact" method that misses the possibility of a process-corrosion correlation.
Rather than determining corrosion occurrence over a period of time using an outdated technique, corrosion can now be monitored like any other process variable (i.e., pressure, flow, level, temperature, pH) by the plant operator or control systems engineer using the existing human-machine interface (HMI).
This new technology operates better than any other monitoring device since it's capable of detecting both types of corrosion. This is critical since in some situations the general corrosion rate may be low, but localized pitting may result in high rates of attack and unexpected perforation in a pipe. This real-time data allows for a rapid and clear understanding of corrosion.
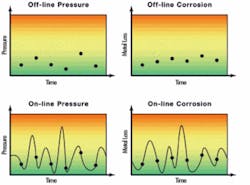
Why is real-time corrosion data important? With U.S. productivity at an all-time high, plant assets are working harder and longer than ever before, so the reliability of the process (up-time) is critical to bottom line profitability and employee safety. Corrosion has a clear and direct relationship to system reliability. An on-line tool such as this makes it easy for plant operators to choose over less accurate off-line measurements of temperature, level or pressure. The same is now true for corrosion. A real-time corrosion measurement can be used as an evaluation tool of system integrity and asset damage just like temperature, level and pressure are used for some of the very same reasons. The process data accumulated by the distributed control system (DCS) and programmable logic controller (PLC) system are typically displayed "real-time" on monitors in a control room. What would a process engineer do if the data were delayed by an hour or a month?
One can see clearly from these illustrations (see Figures 3&4) that online variables are extremely important to any process. It's impossible to imagine a facility operating in an off-line methodology for the basic process variables of pressure, level and temperature; therefore, it's only reasonable to imagine the need for on-line corrosion information in this manner as well. Dangers related to run-away reaction, over-flow conditions or corroded pipes are too valuable to allow them to be evaluated in an off-line method. IWW
Advantages of Corrosion Transmitter Technology• Takes corrosion out of the laboratory and into the control roomz
• Lowers the risk of equipment failures
• Minimizes unplanned downtime
• Reduces ownership cost
• Easy to integrate into existing system
• Optimize equipment utilization
• Simple to connect, install and operate
• Suitable for new or existing installations
• Suitable for aqueous solutions as low as 1% water and vapor applications
• CSA certified for the United States and Canada
• Available in standard, nonincendive
(i.e., for Class I, Division 2 hazardous locations)and intrinsically safe versions
• Easily configured via HART or PACTware
About the Author: David Hohenstein is a department manager for Pepperl+Fuchs, of Twinsburg, OH. Pepperl+Fuchs manufacturers products for the process industry, including fieldbus equipment, intrinsic safety barriers, HART interface products, redundant power supplies, on-line corrosion monitoring transmitters and purge/pressurization systems. Hohenstein can be reached at 330-486-0002 or [email protected]